
Page 123 - 《橡塑技术与装备》2023年9期
P. 123
产品与设计 芦振 等·一种电摩车胎成型胎体新型高效供料架的研制
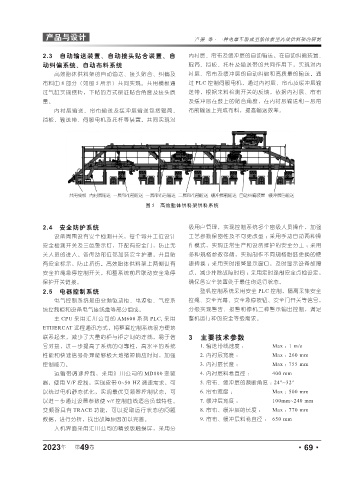
2.3 自动输送装置、自动接头贴合装置、自 内衬层、帘布及缓冲层的自动输送。在自动纠偏装置、
动纠偏系统、自动布料系统 辊筒、挡板、托杆及输送带的共同作用下,实现对内
高效胎体供料架的自动输送、接头贴合、纠偏及 衬层、帘布及缓冲层的自动纠偏和高质量的输送。通
布料由 8 部分(如图 5 所示)共同实现。共用模板通 过 PLC 控制伺服电机,通过内衬层、帘布及缓冲层输
过气缸实现摆转,下帖的方式保证贴合角度及接头质 送带,根据来料检测开关的反馈,依据内衬层、帘布
量。 及缓冲层在鼓上的贴合角度,在内衬层输送和一层帘
内衬层输送、帘布输送及缓冲层输送包括辊筒、 布前输送上完成布料,提高输送效率。
挡板、输送带、伺服电机及托杆等装置。共同实现对
图 5 高效胎体供料架供料系统
2.4 安全防护系统 级用户管理,实现控制系统多个密级人员操作,加强
设备周围设有安全检测开关,每个导开工位设计 工艺参数保密性及不可更改型 ;采用手动自动两种操
安全检测开关及三色警示灯,并配有安全门,防止无 作模式,实现正常生产和设备维护的安全分工 ;采用
关人员的进入。各传动部位都加装安全护罩,并且贴 多种规格参数存储,实现制作不同规格胎胚更换的便
有安全标示,防止挤伤。高效胎体供料架上两侧设有 捷转换 ;采用实时报警显示窗口,及时显示设备故障
安全拉绳急停控制开关,和整系统前后联动安全急停 点,减少排除故障时间 ;采用定时强制安全点检设定,
保护开关链接。 确保各安全装置处于最佳的运行状态。
2.5 电器控制系统 整机控制系统采用安全 PLC 控制,隔离采集安全
电气控制系统是由变频驱动柜、电源柜、气控系 拉绳、安全光幕、安全急停按钮、安全门开关等信号,
统控制柜和设备电气接线盒等部分组成。 分级实现警告、报警和停机三种警示输出控制,满足
主 CPU 采用汇川公司的 AM600 系列 PLC, 采用 整机运行种的安全等级需求。
ETHERCAT 远程通讯方式,将整套控制系统很方便地
联系起来,减少了大量的柜与柜之间的连线,易于信 3 主要技术参数
号对接,进一步提高了系统的可靠性,高水平的系统 1. 输送带线速度 : Max : 1 m/s
性能和快速信号处理能够极大地缩短响应时间,加强 2. 内衬层宽度 : Max : 260 mm
控制能力。 3. 内衬层长度 : Max : 755 mm
运输带调速控制,采用汇川公司的 MD800 变频 4. 内衬层料卷直径 : 400 mm
器,使用 V/F 控制,实现皮带 0~50 HZ 调速需求,可 5. 帘布、缓冲层的裁断角度 : 24°~32°
以统过电机静态优化,实现最优变频器控制状态,可 6. 帘布宽度 : Max : 500 mm
以进一步通过设置参数使 v/f 控制曲线适合负载特性。 7. 缓冲层宽度 : 100mm~240 mm
变频器具有 TRACE 功能,可以提取运行状态的问题 8. 帘布、缓冲层的长度 : Max : 770 mm
数据,进行分析,找出故障原因加以完善。 9. 帘布、缓冲层料卷直径 : 650 mm
人机界面采用汇川公司的精致版触摸屏,采用分
2023 第 49 卷 ·69·
年