
Page 118 - 《橡塑技术与装备》2023年9期
P. 118
橡塑技术与装备 CHINA RUBBER/PLASTICS TECHNOLOGY AND EQUIPMENT
要讨论的是各工位(包括合膜分膜各气动阀)启停控 运动控制,控制轴达 32 个 .
制,首先建立各工位运行的数学模型,汇川伺服系统 (2)一站式解决方案 :本地 IO 扩展,基于
建立虚拟主轴,通过凸轮挺杆功能,建立各工位启停 EtherCAT 或者 CANopen 分布式 IO,通用
的点位。 以太网,串口一应俱全,主机自带脉冲运动控制 .
(3)简单易用 :全可视化组态配置,支持 6 种编
2 热成型机控制系统构成 程语言,辅以现代工程管理软件,
2.1 系统结构网络图 对于复杂应用也游刃有余。
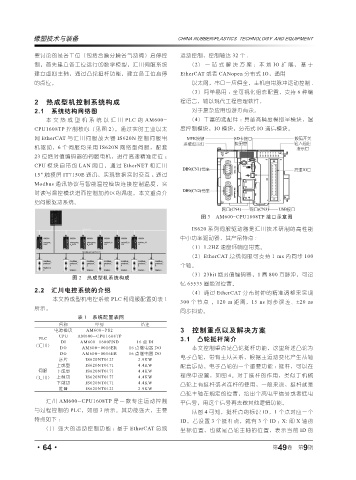
本文热成型机系统以汇川 PLC 的 AM600- (4)丰富的选配件 :具备高精度模拟量模块,温
CPU1608TP 控制核心(见图 2),通过实时工业以太 度控制模块,IO 模块,分布式 IO 通信模块。
网 EtherCAT 与汇川伺服放大器 IS620N 控制伺服电
机驱动,6 个伺服均采用 IS620N 网络型伺服,配套
23 位绝对值编码器的伺服电机,进行高速精准定位 ;
CPU 模块自带的 LAN 网口,通过 EtherNET 和汇川
15" 触摸屏 IT7150E 通讯,实现数据实时交互 ;通过
Modbus 通讯协议与智能温控模块连接控制温度,实
时读写温控模块进而控制加热区的温度。本文重点介
绍伺服驱动系统。
图 3 AM600-CPU1608TP 接口示意图
IS620 系列伺服驱动器是汇川技术研制的高性能
中小功率驱动器,其产品特点 :
(1)1.2HZ 速度环响应带宽。
(2)EtherCAT 总线伺服可支持 1 ms 内同步 100
个轴。
(3)23bit 绝对值编码器,1 圈 800 万脉冲,可记
图 2 热成型机系统构成
忆 65535 圈绝对位置。
2.2 汇川电控系统的介绍
(4)通过 EtherCAT 分布时钟的精准调整来实现
本文热成型机电控系统 PLC 和伺服配置如表 1 300 个节点 ,120 m 距 离,15 ns 同步误差、±20 ns
所示。
同步抖动。
表 1 系统配置表同
名称 型号 备注
电源模块 AM600-PS2 3 控制重点以及解决方案
PLC CPU AM600-CPU1608TP 3.1 凸轮挺杆简介
DI AM600-1600END 16 点 DI
(汇川)
DO AM600-0016ER 16 点继电器 DO 本文控制重点是凸轮挺杆功能,这里所述凸轮为
DO AM600-0016ER 16 点继电器 DO
送片 IS620NT012I 2.9KW 电子凸轮,带有主从关系,根据主运动变化产生从轴
上成型 IS620NT017I 4.4KW 配套运动。电子凸轮的一个重要功能 :挺杆,可以在
伺服 下成型 IS620NT017I 4.4KW
(汇川) 上剪切 IS620NT017I 4.4KW 程序中设置,如图 4。对于挺杆的作用,类似于机械
下剪切 IS620NT017I 4.4KW 凸轮上有挺杆或者连杆的使用,一般来说,挺杆就是
堆叠 IS620NT012I 2.9KW
凸轮主轴在规定的位置,给出个高电平信号或者低电
汇川 AM600-CPU1608TP 是一款专注运动控制 平信号,用这个信号再去做其他逻辑功能。
与过程控制的 PLC,如图 3 所示。其功能强大,主要 从图 4 可知,挺杆点的标识 ID,1 个点对应一个
特点如下 : ID,若设置 3 个挺杆点,就有 3 个 ID ; X: 即 X 轴的
(1)强大的运动控制功能 :基于 EtherCAT 总线 坐标位置,也就是凸轮主轴的位置,表示当前 ID 的
9
·64· 第 49 卷 第 期