
Page 77 - 《橡塑技术与装备》2023年2期
P. 77
工艺与设备 赵衍刚 等·智能半钢二次法成型机之二段成型机自动上胎筒输送线
4 件夹持块组成,夹持块上安装有尖钉。 (3)胎胚检查平台用于抽检胎胚质量和修胎,底
#
#
(2)托板,如图 3 所示 7 件,根据规格大小参照 部安装的 6 件加热炉和加热刀,用于处理带束接头问
#
#
4 件标尺,手动调节托板高度,托板前端安装 6 件接 题。
近开关(弹簧结构)。 (4)如图 4 所示,立着的胎胚滚动到称重翻转辊
道处时,光电开关检测到胎胚,则称重传感器对胎胚
进行称重并记录称重信息,称重完成后电动滚筒驱动
旋转,胎胚在动力滚筒的驱动下实现胎胚的自动翻转,
从而将胎胚传递到一段成型机方向。
图 3 胎筒夹持装置示意图
#
(3)气缸驱动左右两侧抱臂通过 3 件齿轮齿条结
构实现同步动作,用于抓取和释放胎筒,气缸通过比
例阀控制,确保抱紧胎筒的力的大小,防止胎筒夹持
过程中严重变形。
(4)动作原理
a. 在胎筒完成翻转并自动扫码结束后等待机器人
的抓取。
图 4 胎胚输送辊道
b. 机器人驱动夹持装置(机器人工装)直接定位
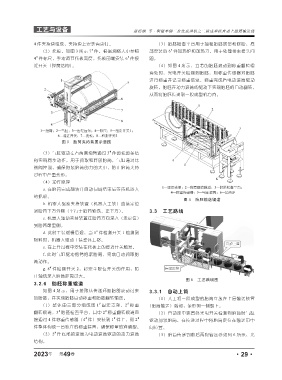
到胎筒下方外侧(平行于胎筒轴线、正下方)。 3.3 工艺路线
c. 机器人驱动夹持装置往胎筒方向深入(走定位)
到胎筒最里侧。
#
d. 此时工装缓慢后退,当 5 件检测开关 1 检测到
物料时,机器人驱动工装整体上移。
e. 在上升过程中安装在托板上的接近开关触发。
f. 此时气缸驱动抱臂抱紧胎筒,完成自动抓取胎
筒动作。
#
g. 8 件检测开关 2,起安全限位开关的作用,防
止轴线深入胎筒距离过大。
图 5 工艺路线图
3.2.6 胎胚称重辊道
如图 4 所示,用于接取从传递环卸胎器滚动过来 3.3.1 自动上筒
的胎胚,并实现胎胚自动称重和胎胚翻转输送。 (1)人工将一段成型的胎筒立放在上层输送装置
#
#
(1)整体由三部分组成即 1 固定支架,2 称重 (胎筒输送)端部,条形码一侧朝上。
#
#
翻转辊道,3 胎胚检查平台,其中 2 称重翻转辊道直 (2)自动定中装置处光电开关检测到胎筒时气缸
#
接通过 4 件称重传感器(4 件)安装到 1 件上,即 2 # 驱动加紧胎筒,在传递过程中将胎筒定位在输送带中
#
件整体构成一台独立的称重装置,确保称量的准确型。 间位置。
#
(2)2 件底部的滚筒为电动滚筒驱动的动力滚筒 (3)胎筒传递到前后两段输送处如图 6 所示,光
结构。
年
2023 第 49 卷 ·29·