
Page 81 - 《橡塑技术与装备》2023年2期
P. 81
工艺与设备 王春国·注塑件表面缩痕的影响参数及优化
模具压力保持时间、和冷却时间四个工艺参数进行正 况有着直接关联。选定的四个参数同两个分析指标的
交实验分析,对上述四个参数分别进行 2 个初始参数 影响比例关系如表 2 所示。由表 2 可以看出,除去冷
值的设定,具体如表 1 所示。本文对于注塑件缩痕缺 却时间因素外,其余三个参数对于两个特征分析指标
陷的特征分析指标主要为缩痕部位深度和体积收缩率。 的影响因素最高,其中模具压力保持时间的影响最大。
选用体积收缩率的原因在于缩痕等缺陷与体积收缩情
表 1 各个参数初始实验值
参数 模具温度 /℃ 注塑流体温度 /℃ 模具压力保持时间 /s 冷却时间 /s
初始值 1 30 220 10 15
初始值 2 60 250 20 30
表 2 影响比例关系
影响比例 模具温度 /℃ 注塑流体温度 /℃ 模具压力保持时间 /s 冷却时间 /s
缩痕深度 /% 19.19 25.65 50.56 4.6
体积收缩率 /% 21.27 27.11 47.05 4.57
3 单个参数影响 3.1 模具压力保持时间
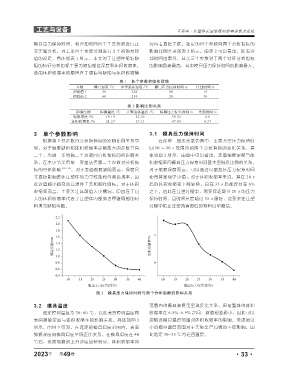
根据第 2 节参数同分析指标间的影响比例关系可 在此单一因素变量仿真中,主要考察压力保持时
知,对于缩痕缺陷和体积收缩率影响最大的参数共有 间 10 s~30 s 范围内的两个分析指标的变化关系,具
三个。为进一步明确三个参数同分析指标间的影响关 体如图 2 所示。由图中可以看出,表面缩痕深度与体
系,在本小节采用单一变量法考察三个参数对分析指 积收缩率同模具压力保持时间基本呈现反比例的关系。
标的具体影响 [10~11] 。对于表面缩痕缺陷而言,深度尺 对于缩痕深度而言,可以通过尽量拉长压力保持时间
寸直接影响整体注塑件的力学性能和外观合规率,因 使得其呈现更小值 ;对于体积收缩率来说,其在 20 s
此该值越小越符合注塑件工艺和制作目标。对于体积 后的体积收缩率下降较快,且在 35 s 后能保持在 6%
收缩率而言,主要关注其最值大小情况,原因在于过 之下。因此在注塑过程中,需要保证最少 20 s 的压力
大的体积收缩率代表了注塑件内部或者厚壁局部的材 保持时间,且时间长度超过 35 s 最好,这要求在注塑
料填充缺陷等题。 过程中防止注塑流道部位的物料过早凝结。
图 2 模具压力保持时间与两个分析指标的影响关系
3.2 模具温度 范围内的模具温度虽呈现反比关系,但是整体的体积
选定模具温度为 30~60 ℃,以此考察模具温度同 收缩率在 6.5%~6.9% 之间,数值相差极小,因此可以
表面缩痕深度与体积收缩率的影响关系。具体如图 3 忽略此模具温度范围对体积收缩率的影响。考虑到过
所示。由图 3 可知,在选定的模具温度范围内,表面 小的模具温度范围对于实际生产过程的不便影响,因
缩痕深度同模具温度呈现正比关系。在模具温度在 40 此选定 30~35 ℃为适宜温度。
℃后,表面缩痕的上升速度加快明显。体积收缩率同
年
2023 第 49 卷 ·33·