
Page 82 - 《橡塑技术与装备》2023年2期
P. 82
橡塑技术与装备 CHINA RUBBER/PLASTICS TECHNOLOGY AND EQUIPMENT
图 3 模具温度与两个分析指标的影响关系
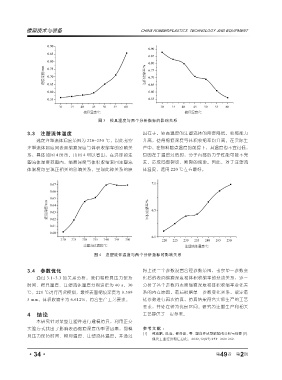
3.3 注塑流体温度 因在于,较高温度的注塑流体的密度降低,收缩能力
选定注塑流体温度范围为 220~250 ℃,以此考察 升高,使得缩痕深度与体积收缩率均升高。在实际生
注塑流体温度同表面缩痕深度与体积收缩率的影响关 产中,在物料熔点温度的前提下,其温度也不宜过低,
系,具体如图 4 所示。由图 4 可以看出,在选定的注 原因在于温度过低时,分子内部的力学性能可能不完
塑流体温度范围内,缩痕深度与体积收缩率同注塑流 善,造成局部裂纹、断裂的现象。因此,对于注塑流
体温度均呈现正相关的影响关系。呈现此种关系的原 体温度,选用 220 ℃左右最好。
图 4 注塑流体温度与两个分析指标的影响关系
3.4 参数优化 将上述三个参数设置合理参数范围,考察单一参数变
通过 3.1~3.3 的关系分析,我们将模具压力保持 化后的表面缩痕深度和体积收缩率的变动关系,逐一
时间、模具温度、注塑流体温度分别设定为 40 s,30 分析了各个参数同表面缩痕深度和体积收缩率变化关
℃,220 ℃进行再次模拟,最终表面缩痕深度为 0.589 系的内在原因。最后根据单一参数变化关系,取定最
5 mm,体积收缩率为 6.612%,符合生产工艺要求。 优参数进行再次仿真,仿真结果符合实际生产的工艺
要求,并处在较为优良区间。研究为注塑生产和相关
4 结论 工艺提供了一定参考。
本研究针对某型注塑件进行建模仿真,利用正交
实验方式找出了影响表面缩痕深度的重要因素,即模 参考文献 :
[1] 戴志鹏,陈鑫,柳益善,等 . 塑注件成型缺陷的分析与处理 [J].
具压力保持时间、模具温度、注塑流体温度。并通过
现代工业经济和信息化,2022,12(07):259-260+262.
2
·34· 第 49 卷 第 期