
Page 76 - 《橡塑技术与装备》2023年2期
P. 76
橡塑技术与装备 CHINA RUBBER/PLASTICS TECHNOLOGY AND EQUIPMENT
直状态,即胎胚完成翻转。
(2)翻转装置由两侧气缸驱动实现 90° 翻转,翻
转后的胎筒由于自重原理自动定中在翻转装置上。
#
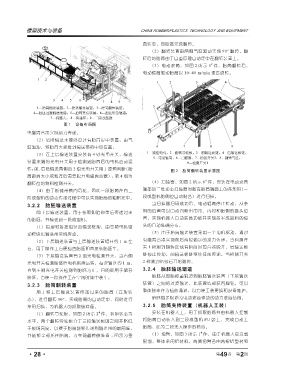
(3)电动滚筒,如图 2 所示 5 件,胎筒翻转后,
电动辊筒驱动胎筒以 10~40 m/min 速度旋转。
图 1 设备布局图
电磁离合器实现动力传递。
(2)后段输送末端处设计有胎筒定中装置,由气
缸驱动,将胎筒大致推到输送带的中间位置。
(3)在上层输送装置安装有 4 处光电开关,输送
装置末端的光电开关用于检测到胎筒后的电机启动运
转;前、后段输送两侧的 2 组光电开关用于逻辑判断(胎
图 2 胎筒翻转装置示意图
筒距离太小或粘连后需要脱开电磁离合器);第 4 组为
#
翻转位的物料检测开关。 (4)扫描器,如图 2 所示 6 件,安装在电动滚筒
(4)由于板链带横向导轮,因此一段胎筒在向二 端部的二维动态扫描器对贴在胎筒端面上的条形码(一
段成型机的动态传递过程中可以实现胎筒的粗略定中。 段成型机胎侧位自动贴合)进行扫描。
3.2.2 胎胚输送装置 当扫描器扫码成功后,电动辊筒停止转动,从条
码的位置可以自动判断出帘布、内衬和胎侧的接头位
即下层输送装置,用于接取卸胎称重后传递过来
的胎胚,并输送到一段成型机。 置,实现机器人自动装筒功能并实现各半成品料的接
(1)铝型材拼接组装的输送框架,由变频电机驱 头的自动准确分布。
(5)由于胎筒输送装置采用一个电机驱动,通过
动模块化输送带实现传动。
(2)下层输送装置与上层输送装置错开约 1 m 左 电磁离合器实现前后两段输送的动力传递。当检测开
右,用于操作工方便检查胎胚和直接装胎胚车。 关 1 检测到翻转区域有胎筒时离合器脱开,后输送板
链停止转动,前输送板链继续往前传递,当检测开关
(3)下层输送装置有 2 组光电检测开关,当右侧
光电开关检测胎胚后电机断续运转,每次输送约 1 m, 2 检测到信号后开始翻转。
直到左侧光电开关检测到胎胚为止,目的是用于储存 3.2.4 胎胚输送辊道
胎胚,方便一段操作工在空闲时集中装车。 胎胚从卸胎称重辊道到胎胚输送装置(下层输送
3.2.3 胎筒翻转装置 装置)之间的过渡输送,此装置底部装有脚轮,可以
整体移走作为检修通道,以方便工装更换和设备维护。
用 于将 上 层 输送 装 置传 递 过 来的 胎 筒( 立放 状
态),进行翻转 90°,实现胎筒的自动定中,同时进行 胎胚输送辊道为电动滚筒驱动的动力滚筒结构。
条码扫描,为机器人的抓取做准备。 3.2.5 胎筒夹持装置(机器人工装)
#
(1)翻转导轮板,如图 2 所示 2 件,初始状态为 安装在机器人上,用于抓取胎筒并由机器人控制
水平,两个翻转导轮板介于三段输送板链之间并略低 将胎筒自动装入到二段成型机 PU 鼓上,完成自动上
于板链高度,以便于胎筒能够传递到输送带的最前端, 胎筒,此为二段无人操作的核心。
#
并能够全部托住胎筒,为实现翻转做准备 ;图示为垂 (1)抱臂,如图 3 所示 1 件,由于机器人受负载
限制,整体采用铝材料,两侧抱臂各由两根铝型材和
2
·28· 第 49 卷 第 期