
Page 73 - 《橡塑技术与装备》2023年2期
P. 73
工艺与设备 王东·履带销硫化挂胶脱模装置及脱模方法
(6)根据权利要求(4)所述的履带销硫化挂胶
脱模装置和脱模方法,其特征在于 ::所述护板轨道
安装在框式硫化机的框架上。
(7)根据权利要求(4)所述的履带销硫化挂胶
脱模装置和脱模方法,其特征在于 :所述控制护板气
缸的电控阀门与 PLC 联动,保证护板的有序往复运动。
(8)根据权利要求(1)所述的履带销硫化挂胶
脱模装置和脱模方法,其特征在于 :所述上、下模穿
杆通过上、下模穿杆气缸现往复运动,上、下模穿杆
气缸通过电控阀门与 PLC 联动,实现规律运动。
(9)根据权利要求(5)所述的履带销硫化挂胶
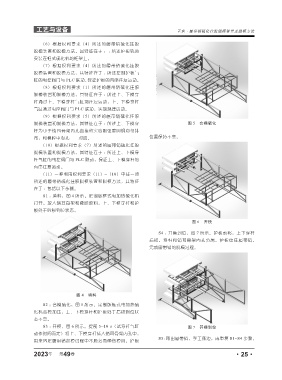
脱模装置和脱模方法,其特征在于 :所述上、下模穿 图 5 合模硫化
杆为小于销耳骨架内孔直接的实心刚强度圆钢均匀排
布,和模腔中心孔一一对应。 位置保持不变。
(10)根据权利要求(7)所述的履带销硫化挂胶
脱模装置和脱模方法,其特征在于 :所述上、下模穿
杆气缸的电控阀门与 PLC 联动,保证上、下模穿杆的
有序往复运动。
(11)一种利用权利要求(11)~(10)中任一项
所述的履带销硫化挂胶脱模装置和脱模方法,其特征
在于 :包括以下步骤。
S1 :填料,图 4 所示。定制版框式电加热硫化机
打开,放入销耳骨架和橡胶胶料,上、下模穿杆和护
板处于后移到位状态。
图 6 开模
S4 :开模到位,图 7 所示。护板前移,上下穿杆
后移,穿杆和销耳骨架内孔分离,护板接住履带销。
完成履带销的脱模过程。
图 4 填料
S2 :合模硫化,图 5 所示。定制版框式电加热硫
化机合模加压,上、下模穿杆和护板处于后移到位状
态不变。
S3 :开模,图 6 所示。提前 5~10 s(试穿杆气缸 图 7 开模到位
动作时间而定)将上、下模穿杆插入销耳骨架内孔中,
S5:取出履带销,手工撕边,再重复 S1~S4 步骤。
用来固定履带销起模过程中不脱落而砸伤模具。护板
年
2023 第 49 卷 ·25·