
Page 72 - 《橡塑技术与装备》2023年2期
P. 72
橡塑技术与装备 CHINA RUBBER/PLASTICS TECHNOLOGY AND EQUIPMENT
保障工人作业时的安全性,避免履带销掉落砸坏模具。
1 脱模装置
本文设计了一种履带销硫化挂胶脱模装置,属于
橡胶硫化和修边整套设备联动领域。本文的硫化成型
模具,根据履带销产品(见图 1 产品图)胶珠结构进
行设计,多余飞边尺寸与骨架形成 0.1~0.3 mm 的间隙,
宽度 3 mm,其余尺寸放开,便于后期修边。电加热
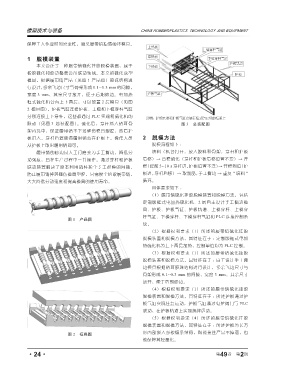
框式硫化机台有上下两层,可以放置 2 层模具(见图
2 模具图),护板气缸连接护板、上模和下模穿杆气缸
分别连接上下穿杆,这些都通过 PLC 实现和硫化机的
联动(见图 3 总装配图)。硫化后,穿杆插入销耳骨 图 3 总装配图
架内孔中,保证履带销不下落砸伤模具型腔,然后护
板进入,穿杆后退使得履带销落在护板上,操作人员 2 脱模方法
从护板上取出履带销即可。 脱模流程如下 :
履带销的修边从人工打磨变为手工撕边,降低劳 填料(机台打开,放入胶料和骨架,穿杆和护板
动强度,且在生产过程中一并操作。通过穿杆和护板 后移)→ 合模硫化(穿杆和护板后移位置不变)→ 开
联动装置解决了原本利用撬棒挨个手工起模的问题、 模(提前 5~10 s 穿杆进,护板位置不变) → 开模到位(护
防止履带销掉落砸伤模具型腔,只需挨个拾取履带销, 板进,穿杆后移)→ 取制品,手工撕边 → 重复 “ 填料 ”
大大降低劳动强度和提高模具的使用寿命。 循环。
具体要求如下 :
(1)履带销硫化挂胶脱模装置和脱模方法,包括
定制版框式电加热硫化机、2 层自主设计手工撕边模
具、护板、护板气缸、护板轨道、上模穿杆、上模穿
杆气缸、下模穿杆、下模穿杆气缸和 PLC 连接控制系
图 1 产品图
统。
(2)根据权利要求(1)所述的履带销硫化挂胶
脱模装置和脱模方法,其特征在于 :定制版框式电加
热硫化机为上下两层加热,控制单位均为 PLC 控制。
(3)根据权利要求(1)所述的履带销硫化挂胶
脱模装置和脱模方法,其特征在于 :自主设计手工撕
边模具根据销耳胶珠结构进行设计,多余飞边尺寸与
骨架形成 0.1~0.3 mm 的间隙,宽度 3 mm,其余尺寸
放开,便于后期修边。
(4)根据权利要求(1)所述的履带销硫化挂胶
脱模装置和脱模方法,其特征在于 :所述护板通过护
板气缸实现往复运动,护板气缸通过电控阀门与 PLC
联动,在护板轨道上实现规律运动。
(5)根据权利要求(4)所述的履带销硫化挂胶
脱模装置和脱模方法,其特征在于 :所述护板为长方
形内部嵌入多根镶条结构,既能接住产品不掉落,也
图 2 模具图
能保障其轻量化。
2
·24· 第 49 卷 第 期