
Page 83 - 《橡塑技术与装备》2023年3期
P. 83
机械与模具 张友新 等·PE 管材用双轴取向拉伸装置
出风通孔将冷却风进入锥体弧形扩胀头和过渡冷却套
5 型腔里。为了使取向拉伸装置可以前后的移动,在
螺纹连接套管的螺纹上连接着锥体弧形扩胀头、支撑
板、过渡冷却套构成连接的一体式,沿着外螺纹连接
套管上的螺纹,通过旋转构成连接的一体式取向拉伸
装置进行前移或后退,是取向装置能够精确地控制管
胚的各工艺参数。同时,外螺纹套管连接的加长外螺
图 5 为图 4 的出风微孔放大示意图
纹连接杆,可以实现更换不同规格的管材,其将过渡
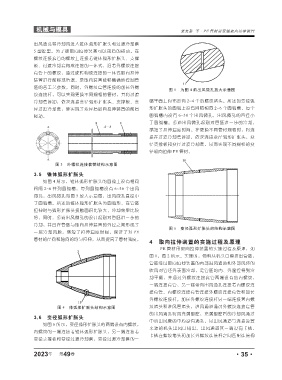
冷却套拆卸,依次连接变径弧形扩胀头、支撑板、变 端平面上均布设有 2~4 个的螺纹堵头。所述的变径弧
径过渡冷却套,便实现了变径后取向拉伸装置的前后 形扩胀头的圆弧上设有间隔相同 2~6 个圆弧槽,每个
移动。 圆弧槽内设有 6~38 个出风微孔,出风微孔的直径小
于圆弧槽。多道出风微孔起到对管胚进一步的冷却,
缩短了拉伸温度时间。在更换不同管材规格时,将连
接在过渡冷却套拆卸,依次连接变径弧形扩胀头,变
径支撑板和变径过渡冷却套,从而实现不同规格的变
径取向拉伸 PE 管材。
图 3 外螺纹连接套管结构示意图
3.5 锥体弧形扩胀头
如图 4 所示,锥体弧形扩胀头的圆弧上设有相同
间隔 2~6 并列圆弧槽,每列圆弧槽设有 6~36 个出风
微孔,出风微孔见图 5 放大示意图,出风微孔直径小
于圆弧槽。所述的锥体弧形扩胀头为圆弧形,在管胚
拉伸时与弧形扩胀头接触面积比较大,冷却效果比较
好,同时,多道出风微孔的设计起到对管胚进一步的
冷却,并且在管胚与取向拉伸装置的外径之间形成了
图 6 变径弧形扩胀头的结构示意图
一层冷却风膜,缩短了拉伸温度时间,保证了对 PE
管材的径向和轴向的均匀拉伸,从而提高了管材强度。
4 取向拉伸装置的实施过程及原理
PE 管材用取向拉伸装置的实施过程及原理,如
图 1,图 2 所示。实施时,物料从机头口模挤出管胚,
管胚经过取向拉伸装置的内部进风通道和外部风环的
吹风对管坯外表面冷却,是管胚的内、外温控得到冷
却平衡,并通过外螺纹连接套管两端设有的内螺纹,
一端连接套管,另一端带有出风通孔连接着内螺纹连
接套管,内螺纹连接套管连接外螺纹连接套管和加长
外螺纹连接杆。加长外螺纹连接杆另一端连接着内螺
图 4 体弧形扩胀头结构示意图 纹堵头和进风管堵头,进风通道通过外螺纹连接套管
的出风通孔将风充满型腔,充满型腔后的冷却风通过
3.6 变径弧形扩胀头
中心出风管的中心设有通孔,从出风通道与连接设置
如图 6 所示,变径弧形扩胀头的两端设有内螺纹,
来源的机头出风口排出。出风通道其一端设有卡槽,
内螺纹的一端连接着锥体弧形扩胀头,另一端连接着
卡槽在螺纹堵头和加长外螺纹连接杆之间匹配连接构
变径支撑板和变径过渡冷却套,变径过渡冷却套的一
年
2023 第 49 卷 ·35·