
Page 88 - 《橡塑技术与装备》2023年3期
P. 88
橡塑技术与装备 CHINA RUBBER/PLASTICS TECHNOLOGY AND EQUIPMENT
-1
-1
采用传统 PID 的控制方法对压片辊的胶片定型宽 G u (z ) —— 控制通道估计模型传递函数,G u (z )=
-1
-1
d1
度进行控制后,一般情况下缠贴胎面的总重量误差可 z- B 1 (z )/A(z )。
控制在 ±2% 左右,虽然这基本能满足大多轮胎企业的 为使前馈控制器能够抑制干扰对输出的影响,将
工艺要求,可在竞争日益激烈同时对产品质量也要求 图 6 中的干扰通道部分改造为如图 7 所示 :
也越来越高的今天,我们必须尽可能的提高产品的精
G u
度才能不断的满足客户的需求。 υ + y v
3.2 自适应 PID 控制 +
G G
自适应 PID 控制针对的对象一般具有一定程度的 v f
不确定性、滞后性的系统。对于工程胎胎面缠绕控制 图 7 前馈干扰通道结构图
系统其不确定性及滞后性是显而易见的。首先,缠贴 从图 7 中可以看出,干扰作用通过两条通道作用
过程中实际的缠贴重量不能被实时检测并读取用于控 与系统 :一条是干扰通道 ;另一条是前馈补偿通道。
制,所参与控制的是根据诸多参数计算而得的缠贴重 此前馈控制器不能完全实现对胶片定型宽度变化的完
量,其受影响的因素并不能完全被确切知道 ;其次, 全补偿。故前馈控制还得与闭环控制结合进行使用,
胶料在挤出机内承受一定的压力而被挤出,然后经由 对前馈补偿 PID 控制结构图简化得到图 8。
压片辊以一定的匹配速度进行定型,胶料在挤出机内
υ ξ
受到的影响因素相对较多,而压片辊运行的稳定性是 G G
G f v ξ
非常好的,通常当胶片的定型宽度出现变化时,通过 y r + + + + + + y
对挤出机进行相应的调整使胶片的定型保持相对的稳 G a - G u
定性,从挤出机接收到调整指令到压片辊最终定型, G a
其滞后性是相当严重的。外部环境所产生的一些扰动 图 8 前馈补偿 PID 控制结构简化图
以及噪声等所产生的影响都是不可预知及不确定的。 从图 8 中可以看出,闭环系统输出包括四部分 :
而这些正是自适应 PID 控制所要研究和解决的问题。 分别由四个输入对输出 y 组成的四个闭环回路产生,
3.2.1 挤出机速度波动的前馈补偿 运用结构图变化法可以直接写出闭环输出方程 , 根据
把挤出机的转速波动当作可测干扰处理,通过控 不变性原理 , 此控制系统较好的处理了干扰的问题 , 使
制器的设计把此干扰补偿掉,由此在系统中设计一个 当有干扰作用时上述两条通道对胶片的定型宽度波动
前馈控制器,组成前馈与反馈复合控制器,可以有效 的影响相互抵消,即两者的作用方向相反,于是对系
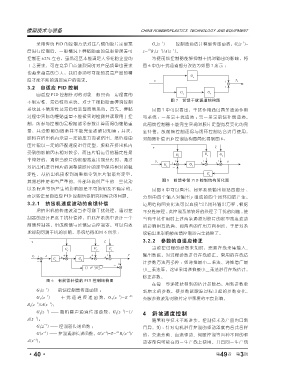
地抑制可测干扰的影响,系统结构如图 6 所示 : 统输出地影响被前馈控制器完全消除了。
υ ξ 3.2.2 参数的自适应修正
G f G v G c 当被控过程的参数未知时,需要在线采集输入、
y r + e + + + + + y 输出数据,对过程参数进行在线修正。常用的在线估
G + G k
- c + 计参数方法有多种 :如递推最小二乘法、递推增广最
d-1
(1-z )G -
u 小二乘法等,这里采用递推最小二乘法进行在线估计,
修正参数。
图 6 有前馈补偿的 PID 控制结构图
在每一步递推获得新的估计参数后,用新参数更
-1
G f (z )—— 前馈控制器传递函数 ; 新原来的参数,使参数能跟踪过程引起的参数变化,
G V (z ) —— 干扰通道传递函数,G V (z )-Z -dZ 克服参数波动对胶片定型宽度的不良影响。
-1
-1
-1
-1
B 2 (z )/A(z );
-1
G ξ (z ) —— 随机噪声通道传递函数,G ξ (z )-1/ 4 斜坡速度控制
-1
-1
A(z ); 随着科学技术不断进步,控制技术及产品也日新
-1
G t (z ) —— 控制器传递函数 ; 月异,如 :针对电机进行控制的驱动器就有各式各样
-1
G(z ) —— 控制通道传递函数,G(z )=Z- B 1 (z )/ 的,交流变频、直流驱动、伺服控制等各种不同的驱
-1
-1
d1
-1
A(z ); 动器都有可能在同一生产线上使用。并且同一生产线
3
·40· 第 49 卷 第 期