
Page 86 - 《橡塑技术与装备》2023年3期
P. 86
橡塑技术与装备 CHINA RUBBER/PLASTICS TECHNOLOGY AND EQUIPMENT
大的差别,就缠贴总重量的要求而言,大多数轮胎企
业的要求是误差为 ±1%~±2%。由压片辊的结构及其
的定型方式,在胶片定型的过程中,胶片的厚度相对
较为稳定,而宽度的变化较为明显,而其宽度与厚度
是相关联的也就是在宽度一定的情况下其厚度不变,
所以选取胶片的定型宽度作为控制对象保证其在缠贴
过程中的稳定性就可以获得较好的缠贴结果。
图 2 胎面断面图
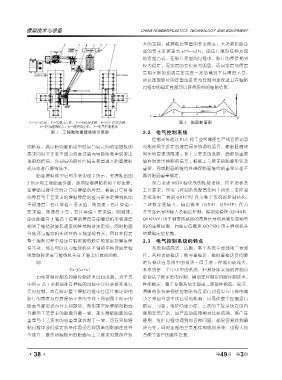
图 1 工程胎胎面缠绕线示意图 2.2 电气控制系统
控制系统通过 PLC 和工业终端使生产线各传动部
的粘度,满足胎面缠贴成型后层与层之间的紧密性的 分能按预先设定的速度同步协调地运行,使胎胚缠绕
要求同时又不至于因为温度过高而导致胎面里层胶出 同步地提速或降速 ;按工艺要求的底胶、面胶的重量
现胶烧情况。冷却后的胶片经输送装置进入胎面缠贴 值准时发出换胶的信号 ;根据工艺要求的胎面形状及
机从而进行缠绕成型。 重量,完成胎面的缠绕并确保胎面缠绕的重量公差不
胎面缠贴成型后的形状如图 2 所示,要缠贴出图 超过胎面重量规定。
2 所示的工程胎面外廓,必须控制缠贴机的平移速度。 综合考虑 Φ120 缠绕线的性能指标、技术指标及
在缠贴过程中实时计算已缠贴的厚度,根据计算所得 工艺要求,其电气控制系统配置如图 3 所示 :本控制
的厚度与工艺要求的缠贴厚度的差异来决定缠绕机的 系统采用三菱的 Q01CPU 作为整个系统的控制核心,
平移速度,若计算值 > 要求值,则加速 ;若计算值 = 三块数字量输入,输出模块(QX41、QY41P)作为
要求值,则速度不变 ;若计算值 < 要求值,则减速。 开关量信号的输入及输出控制,模拟量模块 (Q64AD、
由此胎面在 X 轴各个位置的厚度是由缠绕机平移速度 Q68DAV) 用于测宽传感器的宽度信号的检测及变频电
相对于缠绕鼓旋转速度的快或慢所决定的,同时胎面 机的速度控制,伺服定位模块 QD75D2 用于缠绕机头
外廓还与缠绕机头所在的 X 轴坐标有关。因此在假定 的精确定位控制。
整个缠贴过程中经压片辊定型的胶片的宽度及厚度保 2.3 电气控制系统的特点
持不变,那么可以认为缠绕机沿 X 轴的平移速度是缠 系统构成简洁、清晰,整个系统全部选用三菱部
绕鼓旋转速度与缠绕机头在 X 轴上位置的函数。 件,各种功能模块 :数字量模块、模拟量模块及伺服
即 定位模块在系统中的排列一目了然 ;控制功能强大,
Vx=f(ω+x) 本系统是一个中小型的系统,但其所能实现的控制功
目前变频控制及伺服控制技术日趋成熟,对于式 能包括了数字量的控制、模拟量控制及伺服控制技术;
中的 ω 及 x 参数都能在缠贴的过程中实时获取并进行 性能稳定,整个控制系统全部由三菱部件构成,简洁、
实时控制,故在假定整个缠贴过程中经压片辊定型的 清晰的系统架构使控制系统在运行过程中尽可能的减
胶片的宽度及厚度保持不变的条件下得到图 2 所示的 少了来自外部干扰信号的影响,从而使整个控制运行
胎面外廓是没有什么问题的,而如果实际缠贴的胎面 稳定、可靠 ;维护简单方便,三菱的工控系统在国内
外廓与工艺要求的胎面外廓一致,那么缠贴胎面的总 使用非常广泛,其产品的应用相对比较成熟,客户在
重量与工艺要求的总重量就会趋于一致,可在实际缠 使用、维护过程中遇到的各种问题,都很容易找到解
贴过程中我们假定的条件因受各种因素的影响往往并 决方案 ;同时全部由三菱部件构成的系统,也极大的
不成立,最终所缠贴出的胎面与工艺要求也就存在较 方便了客户的备件管理。
3
·38· 第 49 卷 第 期