
Page 69 - 《橡塑技术与装备》2023年12期
P. 69
车用制品技术与应用 徐庶庚 等·工业机器人卡扣装配与超声波焊接集成运用
速熔化,继而填充于接口间的空隙,塑胶焊接的同时
根据机器人 TCP 坐标系继续向下缓慢移动,一直移动
到设定的焊接深度,超声波发功结束震动停止,工件
在机器人一定的压力下同时吹气冷却定形,便达成合
格的焊接工艺。
4.3 自动化设备构成
(1)机器人单元。
由 A 和 B 两台 ABB 工业 机器 人(IRC5 Single)
组成多机联动,工业机器人型号 IRB1410、承载能力
5 kg、到达距离 1.45 m,A 机器人完成金属卡扣的全
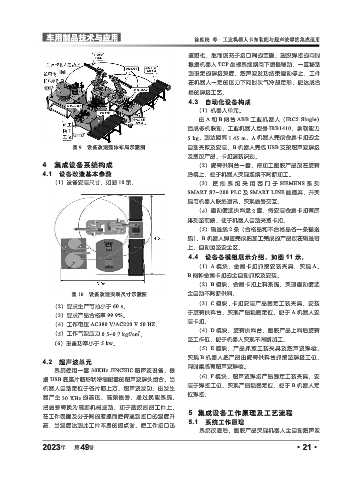
图 9 设备改造整体布局示意图 自动夹取及安装,B 机器人完成 USB 支架超声波焊接
及取放产品、卡扣漏装识别。
4 集成设备系统构成 (2)旋转供料台一套,待加工塑胶产品放在旋转
4.1 设备改造基本参数 胎模上,便于机器人实现连续不间断加工。
(1)设备安装尺寸,如图 10 示。 (3)控制系统采用西门子 SIEMENS 系列
SMART S7-200 PLC 及 SMART LINE 触摸屏,并实
现与机器人联络通讯,实现信号交互。
(4)震动筛选供料盘 2 套,待安装金属卡扣有序
排列至前端,便于机器人自动夹取卡扣。
(5)输送线 2 条(合格品和不合格品各一条输送
线),B 机器人焊接完成把加工完成的产品放在输送带
上,自动运至安全区。
4.4 设备各模组展示介绍,如图 11 示。
(1)A 模块,金属卡扣抓取安装夹具,实现 A、
B 两种金属卡扣的全自动抓取及安装。
(2)B 模块,金属卡扣上料系统,实现震动筛选
图 10 设备改造安装尺寸示意图 全自动不间断供料。
(3)C 模块 , 卡扣安装产品固定工装夹具,安装
(2)要求生产节拍小于 60 s。
于旋转供料台,实现产品稳固定位,便于 A 机器人安
(3)要求产品合格率 99.9%。
装卡扣。
(4)工作电压 AC380 V/AC220 V 50 HZ。
(4)D 模块,旋转供料台,塑胶产品上料后旋转
2
(5)工作气源压力 0.5~0.7 kgf/cm 。
至工作位,便于机器人实现不间断加工。
(6)设备功率小于 5 kw。
(5)E 模块,产品抓取工装夹具及超声波焊枪,
实现 B 机器人把产品由旋转供料台抓取至焊接工位,
4.2 超声波单元
同时集成有超声波焊枪。
系统使用一套 30KHz JINCHIC 超声波设备,根
(6)F 模块,超声波焊接产品固定工装夹具,安
据 USB 底座片筋形状特制配套的超声波焊头组合。当
装于焊接工位,实现产品稳固定位,便于 B 机器人定
机器人自动定位于各片筋上方,超声波发功,由发生
位焊接。
器产生 30 KHz 的高压、高频信号,通过换能系统,
把信号转换为高频机械振动,加于塑胶制品工件上,
5 集成设备工作原理及工艺流程
在工件表面及分子间的磨擦而使传递到接口的温度升
5.1 系统工作原理
高,当温度达到此工件本身的熔点时,使工件接口迅
系统改造后,塑胶产品实现机器人全自动超声波
2023 第 49 卷 ·21·
年