
Page 64 - 《橡塑技术与装备》2023年12期
P. 64
橡塑技术与装备 CHINA RUBBER/PLASTICS TECHNOLOGY AND EQUIPMENT
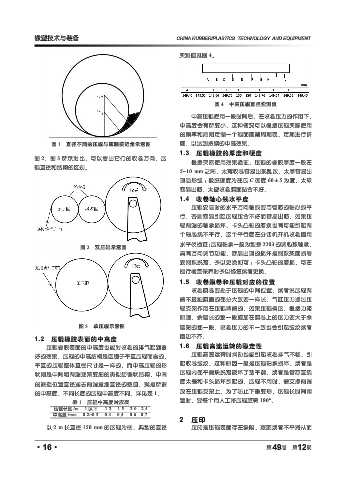
实测值见图 4。
图 4 中高压辊直径实测值
中高压辊使用一段时间后,在收卷压力的作用下,
中高度会有所变小,这种情况可以根据压辊实际使用
的频率和周期定制一个辊面磨削周期表,定期进行研
图 1 直径不同的压辊与薄膜接近角示意图 磨,以达到持续的中高效果。
1.3 压辊橡胶的厚度和硬度
图 2,图 3 所示对比,可以看出它们的收卷方向、压
根据实际使用效果验证,压辊的橡胶厚度一般在
辊直径和结构的区别。
5~10 mm 之间,太薄收卷容易出现乱纹,太厚容易出
现隐形皱 ;橡胶硬度为邵氏 C 硬度 60±5 为宜,太软
容易出筋,太硬收卷膜面贴合不好。
1.4 收卷轴心线水平度
压辊安装时的水平方向轴线要与管芯的轴心线平
行,否则容易引起压辊压合不好而容易出筋,如果压
辊两端的轴承损坏,卡头凸轮的磨损也有可能引起两
个轴心线不平行,这个平行度在分切机开机收卷前用
图 2 双压辊示意图 水平仪检查;压辊轴承一般为型号 2203 的调心球轴承,
具有万向调节功能,容易出现的损坏是钢球架磨损导
致钢珠脱落,予以更换即可 ;卡头凸轮的磨损,可在
例行检查保养时予以修复或者更换。
1.5 收卷膜卷和压辊对应的位置
收卷膜卷要处于压辊的中间位置,或者说压辊两
端不接触膜面的部分大致要一样长。气缸压力通过压
辊支架作用在压辊两端的,如果压辊偏压,根据力矩
原理,余留长的那一段施加在膜卷上的压力要大于余
图 3 单压辊示意图 留短的那一段,收卷压力的不一致也会引起皱纹或者
1.2 压辊橡胶表面的中高度 跑边不齐。
压辊橡胶表面的中高度也能对收卷的排气起到很 1.6 压辊高速运转的稳定性
好的效果,压辊的中高结构是区别于平直压辊而言的, 压辊高速运转时抖动也能引起收卷排气不畅,引
起收卷皱纹,这种原因一般是压辊轴承损坏,或者是
平直的压辊整体直径尺寸是一样的,而中高压辊的形
压辊内部平衡块脱落破坏了动平衡,或者是管芯直线
状则是中间粗两端逐渐变细的类似纺锤状结构,中间
的最粗位置直径减去两端最细直径的数值,就是所谓 度太差和卡头损坏引起的。压辊不用时,需支撑两端
放在压辊支架上,为了防止下垂变形,压辊长时间闲
的中高度,不同长度的压辊中高度不同,详见表 1。
置时,要每个月人工将压辊旋转 180°。
表 1 压辊中高度对应表
压辊长度 /m 1 以下 1.2 1.5 2.0 2.5
中高量 /mm 0.2~0.3 0.4 0.5 0.6 0.7
2 压印
以 2 m 长直径 150 mm 的压辊为例,典型的直径 压印是压辊表面存在缺陷、瑕疵或者不平滑从而
·16· 第 49 卷 第 12 期