
Page 74 - 《橡塑技术与装备》2023年12期
P. 74
橡塑技术与装备 CHINA RUBBER/PLASTICS TECHNOLOGY AND EQUIPMENT
物理微发泡螺杆设计、性能测试及
仿真研究
1
2
1
Sai Yandamuri , 张雨筱 ,施小庆 ,陈炽辉 2
(1. 伊之密德国先进成型技术研究所,德国 阿尔斯多夫 52477 ;
2. 伊之密股份有限公司,广东 佛山 528306)
摘要 : 自主设计的物理微发泡注塑成型 FoamPro 螺杆,对比现有产品,通过多种材料的实验测试及仿真验证,有更高的塑化
效率,相当的发泡效果,可用于商业化应用。
关键词 : 物理微发泡注塑成型 ; FoamPro 螺杆 ;更高的塑化效率 ;相当的发泡效果
中图分类号 : TQ330.41,TQ320.6 文章编号 : 1009-797X(2023)12-0026-07
文献标识码 : B DOI:10.13520/j.cnki.rpte.2023.12.006
在塑料成型工艺中,物理微发泡注塑成型技术比 1 螺杆结构
较常见。物理微发泡注塑成型有许多优点 : 实验机器选用伊之密 A5 系列 220 t 三板注塑机,
(a)能够减轻产品的重量,减少塑料使用量,降 螺杆直径 53 mm。
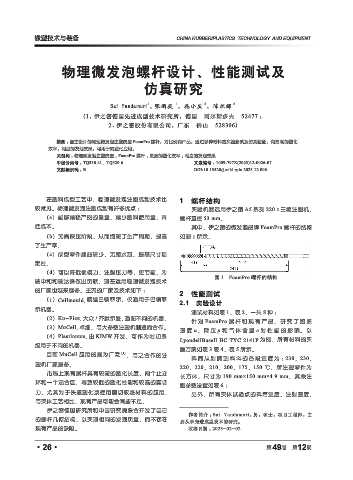
低成本。 其中,伊之密的微发泡品牌 FoamPro 螺杆的结构
(b)无需保压阶段,从而缩短了生产周期,提高 如图 1 所示。
了生产率。
(c)成型零件翘曲较少,无缩水痕,提高尺寸稳
定性。
(d)可以降低锁模力、注射压力等,更节能,为
图 1 FoamPro 螺杆的结构
碳中和和碳达峰做出贡献。现在运用物理微发泡技术
的厂家也越来越多。主流的厂家及技术如下 :
2 性能测试
(1)Cellmould, 威猛巴顿菲尔,仅适用于巴顿菲
2.1 实验设计
尔机器。
测试材料如表 1、表 2,一共 8 种:
(2)Ku-Fizz, 大众 / 齐默尔曼,适配不同的机器。
针对 FoamPro 螺杆和现有产品,研究了熔胶
(3)MuCell, 卓细,与大多数注塑机制造商合作。
速度 n、背压 p 和气体含量 c 对性能的影响。以
(4)Plastinuum, 由 KIMW 开 发,可 作 为附 加 系
LyondellBasell HC TYC 2141F 为例,所有材料的实
统用于不同的机器。
验方案如表 3 表 4、表 5 所示。
目前 MuCell 应用的最为广泛 [1] ,与之合作的注
料筒从射嘴到料斗的各段温度为 : 230、230、
塑机厂家最多。
220、220、210、200、175、150 ℃。所注塑零件为
市场上现有螺杆具有较短的塑化长度、两个止逆
长方体,尺寸为 190 mm×150 mm×4.9 mm。其余注
环和一个混合区,导致较低的塑化性能和较高的剪切
塑参数设置如表 6 :
力。尤其对于快速塑化或使用剪切敏感材料的应用,
另外,所有实体试验点的料筒温度、注射速度、
与实体工艺相比,现有产品可能会有些不足。
伊之密德国研究所和中国研究院联合开发了自己
作者简介 :Sai Yandamuri, 男,硕士,项目工程师,主
的螺杆几何结构,以实现相同的发泡质量,而不存在 要从事先进成型技术的研究。
现有产品的缺陷。 收稿日期 :2023-02-02
·26· 第 49 卷 第 12 期