
Page 68 - 《橡塑技术与装备》2023年12期
P. 68
橡塑技术与装备 CHINA RUBBER/PLASTICS TECHNOLOGY AND EQUIPMENT
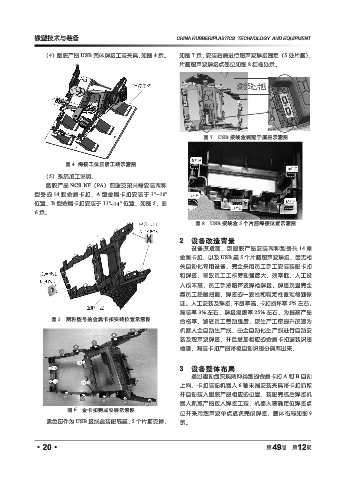
(4)塑胶产品 USB 壳体焊接工装夹具,如图 4 示。 如图 7 示,安装后需进行超声波焊接固定(5 处片筋),
片筋超声波焊接点部位如图 8 红框处示。
图 7 USB 接线盒装配于底座示意图
图 4 焊接工位压紧工装示意图
(5)系统加工说明。
塑胶产品 NCS NF(PA)前端支架共需安装两种
#
型号的 14 颗金属卡扣,A 型金属卡扣安装于 1 ~10 #
#
#
位置,B 型金属卡扣安装于 11 ~14 位置,如图 5、图
6 示。
图 8 USB 接线盒 5 个片筋焊接位置示意图
2 设备改造背景
设备改造前,该塑胶产品安装两种型号共 14 颗
金属卡扣,以及 USB 座 5 个片筋超声波焊接,因无相
关自动化专用设备,完全采用员工手工安装装配卡扣
和焊接,导致员工工作劳动强度大,效率低,人工投
入成本高,员工手持超声波焊枪焊接,焊接质量完全
靠员工经验把握,焊接的一致性和稳定性很难得到保
证。人工安装及焊接,不良率高,卡扣损坏率 5% 左右,
漏装率 3% 左右,焊接报废率 25% 左右。为提高产品
图 5 两种型号的金属卡扣安装位置示意图
合格率,减轻员工劳动强度,该生产工序提升改造为
机器人全自动生产线,由全自动化生产线进行自动安
装及超声波焊接,并且增加相应的金属卡扣漏装识别
检测,漏装卡扣产品将被自动识别分隔离出来。
3 设备整体布局
通过震动盘实现两种类型的金属卡扣 A 和 B 自动
上料,卡扣装配机器人 6 轴末端安装夹具将卡扣抓取
并自动装入塑胶产品相应的位置,装配完成后焊接机
器人抓取产品放入焊接工装,机器人精确定位焊接点
图 6 金卡扣完成安装示意图
位并采用超声波单点逐次完成焊接,整体布局如图 9
紫色部件为 USB 接线盒装配底座, 5 个片筋支撑, 示。
·20· 第 49 卷 第 12 期