
Page 61 - 《橡塑技术与装备》2023年12期
P. 61
理论与研究 杨朝贵 等·耐温共聚酯的合成及其性能研究
表 3 不同含量的功能单体复合对聚合结果
序号 功能性单体复合含量 /% 聚合条件 聚合结果
. -1
温度 /℃ 时间 /min —COOH/(mol t ) -DEG/% 色值 b T g /℃ 熔点 /℃
样品 1 0 278~280 100 17.2 5.12 -1.25 65.8 235.2
样品 2 10 278~280 118 19.2 3.25 -0.86 77.5 226.8
样品 3 20 278~280 122 21.5 2.66 2.58 90.2
样品 4 30 278~280 128 22.6 1.25 5.44 100.5
样品 5 40 278~280 140 23.4 0.85 8.99 101.2
2.4 切片的力学性能
表 4 为聚酯切片的力学性能,将样品 1、2、3、
4、5 分别在 80 ℃真空干燥 15~20 h 后,注塑测试所
用的标准样条。注塑螺杆温度 : 240 ℃、230 ℃、220
℃、200 ℃、180 ℃。从表中可以看出样条 1、2、3、
2
2
4、5 号的缺口冲击强度分别为 4.9 kJ/m 、5.1 kJ/m 、
2
2
2
6.2 kJ/m 、7.3 kJ/m 、6.5 kJ/m ,断裂伸长率分别
为 185%、109%、75.6%、57.3%、44.5%,弯曲强度
分别为 61.8MPa、70.5 MPa、75.3 MPa、80.6 MPa、 图 1 切片热性能
78.4 MPa。可以看出随着功能性单体含量的增加对缺
口冲击强度和弯曲强度都有所增加,但会降低断裂伸
长率,由于功能性单体引入了大分子的刚性基团有助
于强度提高。
表 4 切片力学性能
缺口冲击强度 / 拉伸强度 / 断裂伸长率 弯曲强度 /
序号 . -2
(kJ m ) MPa /% MPa
样品 1 4.9 56.54 185.0 61.8
样品 2 5.1 49.4 109.0 70.5
样品 3 6.2 51.4 75.6 75.3
样品 4 7.3 48.9 57.4 80.6
样品 5 6.5 44.5 32.5 78.4
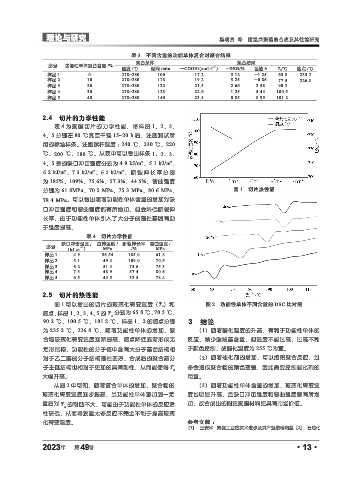
2.5 切片的热性能
图 1 可以看出的切片的玻璃化转变温度(T g )和 图 2 功能性单体不同含量的 DSC 比对图
熔点,样品 1、 2、 3、 4、 5 的 T g 分别为 65.8 ℃、 70.5 ℃、
90.2 ℃、100.5 ℃、101.2 ℃,样品 1、2 的熔点分别 3 结论
为 235.2 ℃、226.8 ℃。随着功能性单体的增加,聚 (1)随着酯化温度的升高,有利于功能性单体的
合物玻璃化转变温度逐渐提高,熔点降低逐渐形成无 反应,减少端羧基含量,但温度不能过高,过高不利
定形结构。功能性的分子链中含有大分子基团结构相 于颜色控制,故酯化温度为 255 ℃为宜。
对于乙二醇的分子结构刚性要好,合成后的聚合高分 (2)随着催化剂的增加,可以缩短聚合反应,过
多会造成聚合物的颜色变差,因此需要控制催化剂的
子主链结构也相对于更加的具有刚性,从而能使得 T g
大幅升高。 用量。
从图 2 中可知,随着复合单体的增加,聚合物的 (3)随着功能性单体含量的增加,玻璃化转变温
玻璃化转变温度逐步提高,当功能性单体添加到一定 度也明显升高,且缺口冲击强度和弯曲强度都有所增
量后对 T g 的帮助不大,可能由于功能性单体的反应活 加,故合成出的耐温聚酯材料更具有市场价值。
性较低,从而导致量太多反应不完全不利于提高玻璃
化转变温度。 参考文献 :
[1] 王安华 . 聚酯工业的技术进步及其产业结构调整[J].石油化
2023 第 49 卷 ·13·
年