
Page 131 - 《橡塑技术与装备》2023年11期
P. 131
工业自动化 赵哲 等·上辅机油料称量二次校验控制系统
(2)油料称量系统仅在备料斗下方设计一个排错 通信。
口,一旦油料称量发生超差等异常状况,操作人员只 3.1 硬件选型
能将油料卸到备料斗中并通过排错口进行排出,排出 在原上辅机系统中增加总线通讯模块,选用
完成后重新进行生产。处理此异常状况会导致整条密 QJ61BT11N(CC-Link 主站模块)用其与远程 I/
炼线停止生产,严重影响生产效率。 O 模块及称重仪表进行通讯 ;远程 DI 模块选用
AJ65SBTB1-32D(32 点触点输入模块)由其采集并
现场接近开关、磁性开关、液位计、按钮等设备输入
信号 ;远程 DO 模块选用 AJ65SBTB2N-16R(16 点
触点输出模块),由其控制现场电磁阀、指示灯、报警
器等 [4~5] 。称重传感器和仪表均选用美国梅特勒 - 托
利多公司产品,其中油料秤及油料校验秤分别带有 3
个拉式传感器。称重仪表选用带 CCLINK 总线通讯模
块的 IND331,将采集称重传感器的模拟信号并转化
为重量显示,并通过总线将重量数据及仪表状态信息
反馈给 PLC 进行控制。
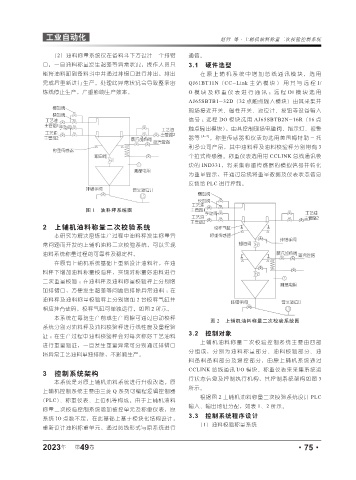
图 1 油料秤系统图
2 上辅机油料称量二次校验系统
本研究为解决密炼生产过程中油料秤发生称量异
常问题而开发的上辅机油料二次校验系统,可以实现
油料系统称量过程的可靠性及稳定性。
在原有上辅机系统基础上重新设计油料秤,在油
料秤下增加油料称量校验秤,实现对称量好油料进行
二次重量校验 ;在油料秤及油料称量校验秤上分别增
加排错口,方便发生超差等问题后排除异常油料 ;在
油料秤及油料称量校验秤上分别增加 2 台校秤气缸并
相应挂有砝码,校秤气缸可单独运行。如图 2 所示。
本系统在每班生产前或生产间隙可通过自动校秤
图 2 上辅机油料称量二次校验系统图
系统分别对油料秤及油料校验秤进行线性度及量程验
3.2 控制对象
证 ;在生产过程中油料校验秤会对每次称好工艺油料
上辅机油料称量二次校验控制系统主要由四部
进行重量验证,一旦发生重量异常可分别通过排错口
分组成,分别为油料称量部分、油料校验部分、油
将异常工艺油料单独排除,不影响生产。
料备料备料部分及温控部分,由原上辅机系统通过
CCLINK 总线通讯 I/O 模块、称重仪表来采集系统运
3 控制系统架构
本系统是对原上辅机油料系统进行升级改造。原 行状态信息及控制执行机构,其控制系统架构如图 3
所示。
上辅机控制系统主要由三菱 Q 系列可编程逻辑控制器
根据图 2 上辅机油料称量二次校验系统设计 PLC
(PLC)、称重仪表、上位机等构成。由于上辅机油料
输入、输出地址分配,如表 1、2 所示。
称量二次校验控制系统增加被控单元及称重仪表,原
3.3 控制系统程序设计
系统 IO 点数不足,在此基础上基于模块化结构设计,
(1)油料校验称量系统
重新设计油料称重单元,通过总线形式与原系统进行
年
2023 第 49 卷 ·75·