
Page 132 - 《橡塑技术与装备》2023年11期
P. 132
橡塑技术与装备 CHINA RUBBER/PLASTICS TECHNOLOGY AND EQUIPMENT
当生产操作人员通过上位机下发配方后,PLC 会
清空所有称量数据,数据清除后会读取当前下发配方,
判断是否有工艺油需要称量,如果有则判断油料秤是
否为空秤可以进行称量,开始称量后系统会根据工艺
配方设定称量参数进行快速称量、慢速称量、点动称
量,如果油料称量重量超过设定范围,此时可按工艺
要求进行异常排出或手动超差确认,处理后重新称量
或继续称量配方中下一种物料,直至工艺配方设定物
料全部称量完成并产生油料称量好信号。
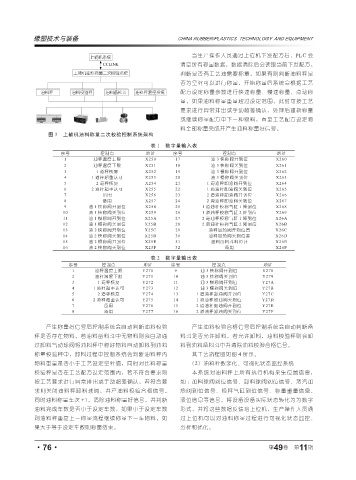
图 3 上辅机油料称量二次校验控制系统架构
表 1 数字量输入表
序号 控制点 地址 序号 控制点 地址
1 油秤温度上限 X250 17 油 3 快称阀开到位 X260
2 油秤温度下限 X251 18 油 3 快称阀关到位 X261
3 1 道秤恢复 X252 19 油 3 慢称阀开到位 X262
4 1 道秤超重认可 X253 20 油 3 慢称阀关到位 X263
5 2 道秤恢复 X254 21 1 道油秤卸油阀开到位 X264
6 2 道秤超重认可 X255 22 1 道油秤卸油阀关到位 X265
7 备用 X256 23 2 道油秤卸油阀开到位 X266
8 备用 X257 24 2 道油秤卸油阀关到位 X267
9 油 1 快称阀开到位 X258 25 1 道油秤校称气缸 1 降到位 X268
10 油 1 快称阀关到位 X259 26 1 道油秤校称气缸 2 降到位 X269
11 油 1 慢称阀开到位 X25A 27 2 道油秤校称气缸 1 降到位 X26A
12 油 1 慢称阀关到位 X25B 28 2 道油秤校称气缸 2 降到位 X26B
13 油 2 快称阀开到位 X25C 29 油秤加热阀开到位置 X26C
14 油 2 快称阀关到位 X25D 30 油秤加热阀关到位置 X26D
15 油 2 慢称阀开到位 X25E 31 油料备料斗料位计 X26E
16 油 2 快称阀关到位 X25F 32 备用 X26F
表 2 数字量输出表
序号 控制点 地址 序号 控制点 地址
1 油秤温度上限 Y270 9 油 3 快称阀开到位 Y278
2 油秤温度下限 Y271 10 油 3 快称阀关到位 Y279
3 1 道秤恢复 Y272 11 油 3 慢称阀开到位 Y27A
4 1 道秤超重认可 Y273 12 油 3 慢称阀关到位 Y27B
5 2 道秤恢复 Y274 13 1 道油秤卸油阀开到位 Y27C
6 2 道秤超重认可 Y275 14 1 道油秤卸油阀关到位 Y27D
7 备用 Y276 15 2 道油秤卸油阀开到位 Y27E
8 备用 Y277 16 2 道油秤卸油阀关到位 Y27F
产生称量好信号后控制系统会自动判断油料校验 产生油料校验合格信号后控制系统会自动判断备
秤是否存在物料,若油料备料斗中无物料则会自动通 料斗是否允许卸料,若允许卸料,油料校验秤则会卸
过卸料气动球阀将油料秤中称好物料自动卸料到油料 料到油料备料斗中并清除油料校验合格信号。
称量校验秤中,卸料过程中控制系统会判断油料秤内 其工艺流程图如图 4 所示。
物料重量是否小于工艺设定空秤值,同时对比料称量 (2)油料秤数字化、可视化状态监控系统
校验秤是否在工艺配方设定范围内,若不符合要求则 本系统对油料秤上所有执行机构采集位置信息,
按工艺要求进行异常排出或手动超差确认,若符合要 如 :加料球阀到位信号、卸料球阀到位信号、蒸汽加
求则关闭油料秤卸料球阀,并产油料校验合格信号。 热阀到位信号、校秤气缸到位信号、称量重量信息、
同时油料称量车次 +1,清除油料称量好信号,并判断 液位信息等信号。将设备设备实际状态转化为为数字
油料完成车数是否小于设定车数,如果小于设定车数 形式,并将这些数据反馈给上位机,生产操作人员通
则油料秤重复上一称量流程继续称量下一车物料,如 过上位机可以对油料称量过程进行可视化状态监控、
果大于等于设定车数则称量结束。 分析和优化。
·76· 第 49 卷 第 11 期