
Page 72 - 《橡塑技术与装备》2023年9期
P. 72
橡塑技术与装备 CHINA RUBBER/PLASTICS TECHNOLOGY AND EQUIPMENT
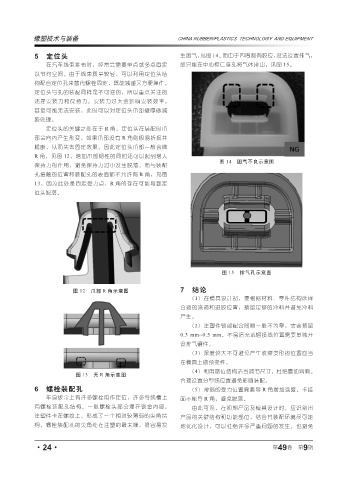
5 定位头 生困气,见图 14。而由于四周都有胶位,没法设置排气,
在汽车线束排布时,经常会需要单点或多点固定 故只能在中心模仁穿孔将气体排出,见图 15。
以节约空间。由于线束质量较轻,可以利用定位头结
构配合定位孔来替代螺栓固定,既能减重又方便操作。
定位头与孔的装配同样是不可逆的,所以重点关注的
还是安装力和保持力。安装力过大会影响安装效率,
甚至可能无法安装,此时可以对定位头爪部壁厚做减
胶处理。
定位头的关键之处在于 R 角,定位头在装配时爪
部会向内产生形变,如果爪部没有 R 角则极易折损并
脆断,从而失去固定效果。因此定位头爪部一般会做
R 角,见图 12,增加爪部韧性的同时还可以起到增大
图 14 困气不良示意图
保持力的作用,避免保持力过小发生脱落。而与装配
孔接触的位置和装配孔的表面都不允许有 R 角,见图
13,因为此处是固定受力点,R 角的存在可能导致定
位头脱落。
图 15 排气孔示意图
图 12 爪部 R 角示意图 7 结论
(1)在模具设计初,要根据材料、零件结构选择
合适的流道和进胶位置,预留足够的冷料井避免冷料
产生。
(2)注塑件锁部配合间隙一般不为零,需要预留
0.3 mm~0.5 mm。不易填充或熔接线位置需要单独开
设排气镶件。
(3)深度较大不可避免产生收缩变形的位置应当
在模具上做预变性。
(4)利用筋位结构适当调节尺寸,杜绝震动异响。
图 13 无 R 角示意图
合理设置分型线位置避免影响装配。
6 螺栓装配孔 (5)薄弱的受力位置需要导 R 角增加强度。卡接
车身钣金上有许多螺栓用作定位,许多导线槽上 面不能导 R 角,避免脱落。
有螺栓装配孔结构。一般螺栓头部会埋在钣金内部, 由此可见,在初期产品及模具设计时,应识别出
注塑件卡在螺纹上,形成了一个相对较薄弱的尖角结 产品的关键结构和功能部位,结合其装配环境尽可能
构。螺栓装配孔的尖角处在注塑的最末端,很容易发 地优化设计,可以杜绝许多严重问题的发生。也避免
9
·24· 第 49 卷 第 期