
Page 70 - 《橡塑技术与装备》2023年9期
P. 70
橡塑技术与装备 CHINA RUBBER/PLASTICS TECHNOLOGY AND EQUIPMENT
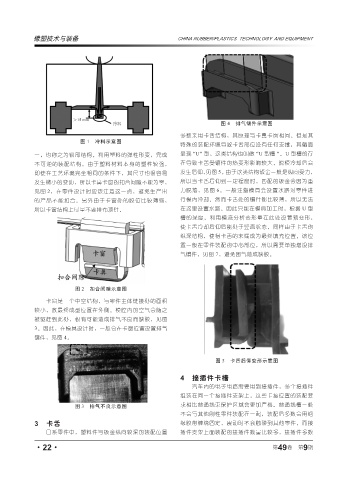
图 4 排气镶件示意图
多数采用卡舌结构,其原理与卡鼻卡窗相同。但是其
图 1 冷料示意图
特殊的装配环境导致卡舌部位没有任何支撑,其截面
一,也称之为锁部结构。利用塑料的弹性形变,完成 呈现 “U” 型,这类结构也叫做 “U 型槽 ”。U 型槽的存
不可逆的装配结构。由于塑料材料本身的塑性较强, 在导致卡舌受镶件的热变形影响较大,脱模冷却后会
即使在工艺环境完全相同的条件下,其尺寸也很容易 发生后仰,见图 5。由于这类结构钣金一般是纵向受力,
发生微小的变动,所以卡鼻卡窗的扣合间隙不能为零, 所以当卡舌后仰到一定程度时,匹配的钣金会因为重
见图 2,在零件设计时应该注意这一点,避免生产出 力脱落,见图 6。一般注塑模具会设置水路对零件进
的产品不能扣合。另外由于卡窗处的胶位比较薄弱, 行模内冷却。然而卡舌处的镶件都比较薄,所以无法
所以卡窗结构上尽量不要排布顶针。 在这里设置水路。因此只能在模具加工时,根据 U 型
槽的深度,利用模流分析变形量在此处设置预变形,
使卡舌冷却后仰后能处于竖直状态。同样由于卡舌的
纵深结构,使得卡舌的末端成为最终填充位置。该位
置一般在零件装配的中心部位,所以需要单独增设排
气镶件,见图 7,避免困气造成缺胶。
图 2 扣合间隙示意图
卡窗是一个中空结构,与零件主体链接处的面积
较小,故最终成型位置在外侧。模腔内的空气会随之
被驱赶到此处,极有可能造成排气不良而缺胶,见图
3。因此,在模具设计时,一般会在卡窗位置设置排气
镶件,见图 4。
图 5 卡舌后仰变形示意图
4 接插件卡槽
汽车内的电子电路需要用到接插件,多个接插件
组装在同一个接插件支架上,这些卡接位置的装配要
图 3 排气不良示意图 求相比普通线束保护区域会更加严格。普通线槽一般
不会与其他刚性零件装配在一起,装配后多数会用绝
3 卡舌 缘胶带缠绕固定,震动时不会触碰到其他零件。而接
日系零件中,塑料件与钣金纵向较深的装配位置 插件支架上面装配的接插件数量比较多,接插件多数
9
·22· 第 49 卷 第 期