
Page 71 - 《橡塑技术与装备》2023年9期
P. 71
车用制品技术与应用 姚丽颖·浅析汽车注塑件通用结构设计要点
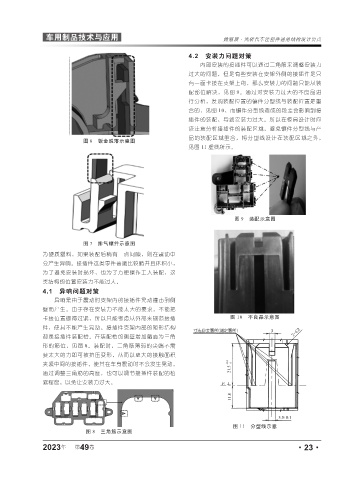
4.2 安装力问题对策
内部安装的接插件可以通过三角筋来调整安装力
过大的问题,但是有些安装在支架外侧的接插件是只
有一面卡接在支架上的,那么安装力的问题只能从装
配部位解决,见图 9。通过对安装力过大的不良品进
行分析,发现装配位置的镶件分型线与装配位置是重
合的,见图 10,而镶件分型线造成的段差会影响到接
插件的装配,导致安装力过大。所以在模具设计时应
该注意分析接插件的装配区域,避免镶件分型线与产
图 6 钣金脱落示意图 品的装配区域重合,将分型线设计在装配区域之外,
见图 11 虚线所示。
图 9 装配示意图
图 7 排气镶件示意图
为硬质塑料,如果装配后稍有一点间隙,则在震动中
会产生异响。接插件这类零件普遍比较脆并且体积小,
为了避免安装时损坏,也为了方便操作工人装配,这
类结构的位置安装力不能过大。
4.1 异响问题对策
异响是由于震动时支架内的接插件晃动撞击到侧
壁而产生。由于存在安装力不能太大的要求,不能把
卡接位置做得过紧,所以只能考虑从外部来规范接插 图 10 不良品示意图
件,使其不能产生晃动。接插件支架内部的矩形结构
都是接插件装配槽。在装配槽的侧壁增加截面为三角
形的筋位,见图 8。装配时,三角筋薄弱的尖端不需
要太大的力即可被挤压变形,从而以更大的接触面积
夹紧中间的接插件,使其在车身震动时不会发生晃动。
通过调整三角筋的高度,也可以调节接插件装配的松
紧程度,以免让安装力过大。
图 11 分型线示意
图 8 三角筋示意图
年
2023 第 49 卷 ·23·