
Page 75 - 《橡塑技术与装备》2023年9期
P. 75
工艺与设备 陈俊·双头电子辐照预硫化技术在帘布压延机上应用研究
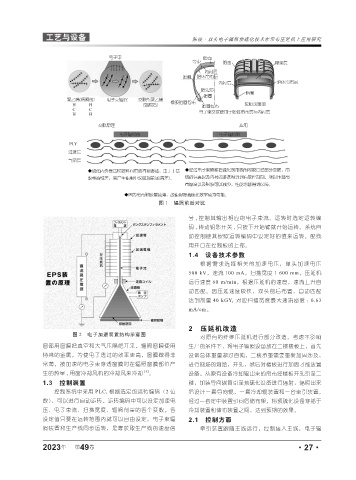
图 1 辐照前后对比
号 , 控制其输出相应的电子束流。运转时选定运转编
码 , 转动钥匙开关 , 只按下开始键就开始运转。系统自
动控制使其按照运转编码中设定好的值来运转。配线
用开口在控制板的上部。
1.4 设备技术参数
根 据需 求 选 择相 关 的加 速 电 压,单 头 加 速电 压
500 kV,速流 100 mA,扫描宽度 1 600 mm,压延机
运行速度 60 m/min,根据压延机的速度,速流上升自
动匹配。因压延速度较快,双头前后布置,自动匹配
达到剂量 40 kGY, 对应扫描宽度最大速流密度 : 0.63
mA/cm。
2 压延机改造
图 2 电子加速装置结构示意图
对原有的纤维压延机进行部分改造。考虑不影响
窗部用窗膜把真空和大气压隔绝开来。辐照窗膜使用 生产的条件下,将电子辐照设备放在二楼楼板上,首先
特殊的金属,为使电子透过的效率更高,窗膜做得非 设备总体重量超过百吨,二楼承重需要重新加固涉及,
常薄。被加速的电子束穿透窗膜时在辐照窗膜部位产 进行现场的测绘,开孔,然后对楼板进行加固才能放置
生的热量 , 用窗冷却风机的冷却风来冷却 [4] 。 设备。从原有设备冷却辊出来的帘布经楼板开孔引至二
1.3 控制装置 楼,加装导向辊筒引至预硫化设备进行辐射,辐照出来
控制系统中采用 PLC, 根据选定的运转编码(2 位 后设计一套导向辊,一套冷却辊装置和一台牵引装置,
数),可以进行自动运转。运转编码中可以设定加速电 经过一套定中装置引向后储布架,将预硫化设备穿插于
压、电子束流、扫描宽度、辐照剂量的各个变数。各 冷却装置和储布装置之间,达到预期的效果。
设定值只要在运转范围内就可以自由设定。电子束辐 2.1 控制方面
照装置和生产线同步运转,是靠获取生产线的速度信 牵引装置跟随主线运行,控制接入主线,电子辐
年
2023 第 49 卷 ·27·