
Page 69 - 《橡塑技术与装备》2023年5期
P. 69
工艺与设备 荆涛 等·8R22.5 14PR 山景区专用全钢无内载重子午线轮胎的设计
和耐疲劳性等性能。本次设计胎体采用紧密型高强度 MPa,外部蒸汽压力 1.6 MPa±0.1,温度为 200±10 ℃,
钢丝帘线 3×0.22/9×0.20CCHT,压延厚度为 2.0 mm。 硫化总时间为 35 min。
按照一般设计要求,胎体钢丝帘布安全倍数应大于 6
倍,本次设计胎体帘布安全倍数为 8.2 倍,可以满足 4 成品轮胎的室内性能测试
设计要求和使用要求。 4.1 充气后的外缘尺寸
3.3 带束层 按照中国国家推荐标准 GB/T 521—2012《轮胎
带束层是全钢载重子午线轮胎的主要受力部件, 外缘尺寸测量方法》,测量 8R22.5 成品轮胎充气后的
承受 60%~70% 的内压应力,决定了轮胎冠部强度 外缘尺寸。测试结果表明,安装于 6.00×22.5" 的试验
和刚度,能够影响轮胎的耐磨性能、转向性能、安 轮辋上,成品轮胎在 830 kPa 充气压力下,充气外直
全性能等性能,以及充气后的轮廓形状。一般由三 径 D' 和充气断面宽 B' 分别为 934 mm 和 204 mm,符
至四层钢丝帘布组成,其中主要工作层带束层有两 合中国国家标准 GB/T 2977—2016《载重汽车轮胎规
层。本次设计采用倍耐力公司的三层带束层 + 两层 格、尺寸、气压与负荷》的要求。
零度带束层设计,工作层为第一带束层和第二带束 4.2 强度性能
层,保护层为第三带束层,以上三层带束层钢丝帘布 按照中国国家推荐标准 GB/T 4501—2016《载重
半制品的裁断角度,与轮胎周向的夹角分别为 24°、 汽车轮胎性能室内试验方法》 ,对 8R22.5 轮胎进行强
15° 和 15°,其中第一和第二带束层使用超高强度钢 度性能试验,试验条件为 :压头直径为 38 mm,充气
丝 帘 线 2×7×0.30ST, 第 三 带束 层 使 用 高 抗 冲击 钢 压力 830 kPa。测量结果表明,第五点的破坏能为 2
丝帘线 5×0.35HI,零度带束层使用高伸长钢丝帘线 543.6J(未压穿),破坏能平均值为 1 865.6 J,为中
3×4×0.22HE。按照一般设计要求,带束层总体安全倍 国国家标准规定值 1 695 J 的 110%,满足中国国家标
数应大于 5 倍,本次设计的带束层总体安全倍数为 6.7 准要求。
倍,可以满足设计要求和使用要求。 4.3 静态接地压力分布
3.4 钢丝圈 全钢载重子午线轮胎静态接地压力分布是否合
本次设计的钢丝圈采用高强度的镀青铜回火胎圈 理,直接影响到轮胎的实际使用性能。按照中国国家
钢 丝(Φ1.55HT),附胶后直径为 1.70 mm,单根缠 推荐标准 GB/T 22038—2008《汽车轮胎静态接地压
绕成 15° 的斜底六边形结构,排列方式为 6-7-8-9- 力分布试验方法》,对 8R22.5 轮胎进行静态接地压力
8-7,共 45 根,钢丝圈内径为 572 mm,外部缠绕一 分布试验,使用 Tekscan 测试设备和软件进行轮胎的
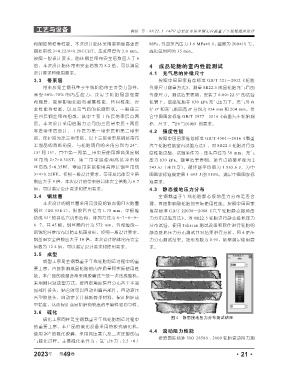
层锦纶纤维帘布以防止松散变形。按照一般设计要求, 静态接地压力分布测试并对结果进行分析,图 4 是压
钢丝圈安全倍数应大于 10 倍,本次设计胎体帘布安全 力分布测试结果。矩形系数为 0.91,能够满足使用要
倍数为 12.4 倍,可以满足设计要求和使用要求。 求。
3.5 成型
成型工序是全钢载重子午线轮胎制造过程中的重
要工序,直接影响成品轮胎的内在质量和实际使用性
能。本产品的成型设备采用胶囊式三鼓一次法成型机,
采用侧包冠成型方式,按固定角度错开分布各个半制
品部件接头,贴合时可以自动纠偏各部件,自动滚压
各型胶接头,自动定长并裁断骨架材料,保证胎胚成
型精度,从而保证成品轮胎有较高的平衡性和均匀性。
3.6 硫化
图 4 静态接地压力分布测试结果
硫化工序同样是全钢载重子午线轮胎制造过程中
的重要工序,本产品的硫化设备采用热板式硫化机,
4.4 滚动阻力性能
使用 20" 的硫化胶囊,采用高压蒸汽及二次定型的氮
按照国际标准 ISO 28580 : 2009 轮胎滚动阻力测
气硫化过程。主要硫化条件为 :氮气压力 : 2.5 ±0.1
2023 第 49 卷 ·21·
年