
Page 64 - 《橡塑技术与装备》2023年5期
P. 64
橡塑技术与装备 CHINA RUBBER/PLASTICS TECHNOLOGY AND EQUIPMENT
素从橡胶中脱除,而通过高温度、高挤压力、高剪切 机两辊间的上方,两个辊筒以不同的转速相对回转,
力使橡胶分子链中的 C—S 键和 S—S 键断裂,破坏橡 胶料随着辊筒的转动在摩擦力作用被卷入两辊间隙,
胶的交联网状结构,以恢复橡胶的的可塑性,达到再 由于两个辊筒表面的旋转线速度不同,胶料通过辊距
生的目的。添加的软化助剂可以使胶粉快速膨胀,缩 时而受到挤压和摩擦剪切作用,较强剪切力可以进一
短脱硫再生时间,同时软化助剂对胶粉有非常好的黏 步断开胶料中的硫分子链,胶料反复通过辊距而被塑
性,能够增加再生胶的拉伸强度、扯断伸长率和门尼 炼。辊筒采用钻孔或中空夹套水冷却方式,辊温控制
黏度。脱硫塑化过程分为喂料段、预热段、加热塑化段、 在 85 ℃左右。经过压延塑炼后的再生胶主要指标性
降温段,通过对料筒进行电磁加热和水冷调节的方式, 能范围门尼 50~80,拉伸强度 9~11 MP, 断裂伸长率
保持各段物料的温度在工艺需求控制范围内,脱硫塑 330%~390%。
化后的胶料采用夹套冷却水进行间接冷却降温。冷却 2.2.1 滤胶机
后的脱硫胶粉以常温排出,转入压延过滤单元进一步 虑胶机主要由传动装置、螺杆、机筒、换网器、
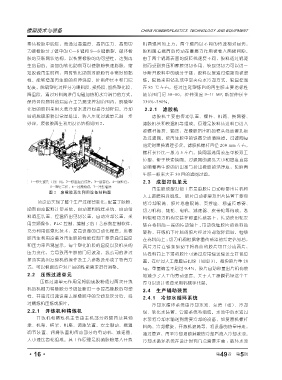
处理。废橡胶再生利用设备结构如图 2。 滤胶机头和模温机等组成。原理是胶料从进料口进入
被螺杆推挤、输送,在橡胶挤出机的模头处放置孔板
及过滤网,把再生胶中的铁屑杂质清除掉。过滤网每
班定时更换清理多次。滤胶机螺杆直径 200 mm 左右,
螺杆长径比一般为 5 左右。换网器选用液压单板双工
位型,便于快速换网。过滤网的滤孔大小和密度直接
影响着再生胶的挤出量与挤出橡胶的洁净度,轮胎再
生胶一般采大于 30 目的滤网过滤。
2.3 成型打包单元
再生胶成型打包工序是由胶片自动称量出片机和
图 2 废橡胶再生利用设备结构图
人工覆膜码垛组成。 胶片自动称量及出片装置主要包
该设备实现了整个生产过程智能化,配置了胶粉、 括冷却辊筒、胶片卷曲辊筒、支撑座、称重传感器、
助剂自动配料计量系统,自动混料搅拌系统、自动给 切刀机构、链轮、电机、减速器、皮带轮等构成。卷
料调压装置、控温挤出剪切装置,自动冷却装置,采 料辊和切刀机构安装在称重传感器上,传动皮带轮安
用变频操作,PLC 控制,编制了的工艺参数控制软件, 装在卷料筒一端的传动轴上 , 带动绕缠胶片的卷料筒
充分利用信息化技术,提高设备的自动化程度。废橡 旋转,开练机下片后的胶片经过冷却辊降温后,缠绕
胶再生利用设备对再生胶的性能控制主要是通过温度 在卷料筒上 ; 切刀机构根据称重传感器的给定信号后,
和压力来直观显示,每个塑化阶段的温度以及机头的 两片刀片在链条驱动下将卷曲的胶片切开分成两片,
压力变化,会导致再生胶的门尼波动,我公司的进过 从卷料筒上下落的胶片可通过皮带输送输送至打包位
探索实践对复原机的操作及工艺参数设形成了特有方 置,在经过人工覆膜后码垛(如图 3),每块胶片重 20
式,可以根据客户对产品的性能需求进行调整。 kg,重量偏差不超过 0.4%。胶片自动称量出片机有效
2.2 压炼过滤单元 地减少了人工的劳动强度。关于人工覆膜码垛这个工
压炼过滤单元作用是将脱硫胶粉通过两次开练 序可以设计考虑采用机械手代替。
机的机械力将橡胶分子链扯断进一步提高橡胶的可塑 2.4 生产辅助装置
性,并通过过滤设备去除橡胶中的杂质及灰分后,经
2.4.1 冷却水循环系统
过精炼机压炼成胶片。 冷却水循环系统由冷却水池、泵房(站)、冷却
2.2.1 开练机和精炼机 塔、软化水装置,管路系统等组成。水池中的水通过
开练机和精炼机主要由主机部分的辊筒及其轴 水泵将冷却水输送到需要冷却的设备,如复原机螺杆
承、机架、横梁、机座、调距装置、安全制动、辊温 料筒,冷却螺旋,开炼机滚筒等,将设备的热量带走,
调节装置、润滑装置和传动部分的电动机、减速器、 通过管道,再至冷却塔喷淋散热冷却后流入冷却水池。
大小速比齿轮组成。其工作原理是脱硫胶粉落入开炼 冷却水循环系统在设计时有几点需要注意 :循环水池
5
·16· 第 49 卷 第 期