
Page 101 - 《橡塑技术与装备》2023年5期
P. 101
设备管理与维护 孙明武 等·PCR 成型机尾座锁紧改造及效果分析
改造前尾座锁紧装置如图 8。
图 8 改造前尾座锁紧装置图
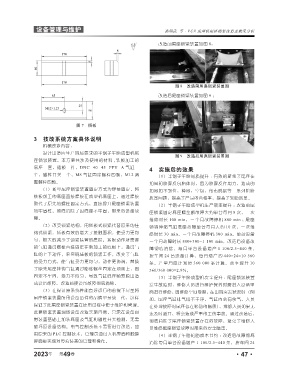
改造后尾座锁紧装置如图 9 :
图 7 插板
3 技改系统方案具体说明
机械改造内容 :
设计出适应生产现场要求的半钢子午胎成型机尾
图 9 改造后尾座锁紧装置图
座锁紧装置。本方案共涉及使用的材料 , 铁板加工的
底座一套,插板一件,DNC-40-45-PPV-A 气缸一
4 实施后的效果
个,磁性开关一个,M8 气缸固定螺栓四颗,M12 调 (1)半钢子午胎品质提升 :有效的避免了尾座在
整螺栓四颗。 扣圈和胶囊反包胎体时,因为胶囊反作用力,造成的
(1)新型尾座锁紧装置固定方式为焊接固定,将 扣圈扣不到位,掉圈,空包,帘布脱层等一系列轮胎
铁板加工的底座直接焊接在成型机底座上,通过焊接 质量问题,提高了产品的合格率,提高了轮胎质量。
取代了原先的螺栓固定方式,直接提升尾座锁紧装置 (2)半钢子午胎成型机生产效率提升 :改造前尾
的牢固性,彻底消除了因底座不牢固,带来的设备故
座锁紧固定底座螺丝断故障大约单台每月 8 次,一次
障。 维修时长 100 min,一个月故障停机 800 min ;尾座
(2)改变锁紧结构,用插板式锁紧代替原来的挂 锁钩伸缩气缸底座故障单台每月大约 10 次,一次维
钩式锁紧,插板有效的增大了接触面积,使受力更均 修时长 30 min,一个月故障停机 300 min。单台设备
匀,极大的减少了锁紧装置的磨损。插板动作所需要 一个月故障时长 800+300=1 100 min,改造后设备故
的气缸通过螺栓直接固定在新加工的底板上,通过气 障彻底消除,每月单台设备增产 1 100/2.5=440 条,
缸的上下动作,来实现插板的锁紧工作,改变了气缸 按车间 24 台设备计算,每月增产约 440×24=10 560
的受力方式,使气缸受力更均匀,动作更协调,替换 条, 产 量 月 度 计 划按 360 000 条 计 算, 效 率 提 升 10
了原先尾座挂钩气缸通过膨胀螺丝固定在地面上,因 560/360 000=2.9%。
固定不牢固,受力不均匀,导致气缸底座频繁脱出造 (3)半钢子午胎成型机安全提升 :尾座锁紧装置
成设备故障。改造后使设备故障彻底消除。
发生故障时,维修人员进行维护保养时需进入设备里
(3)在保证原系统性能良好运行的前提下尽量将 面进行维修,因维修空间受限,在出现突发状况时(例
尾座锁紧装置所用设备备件的品牌型号统一化,这样 如,尾座气缸排气排不干净,气缸内会有余气,人员
保证了此尾座锁紧装置在使用过程中便于维护和管理。 在处理故障时尾座存在移动的隐患),维修人员如果无
此套锁紧装置现场设备改造实施容易,只需在设备自 法及时避开,将会造成严重的工伤事故。通过改造后,
带装置基础上加装底座及气缸和磁性开关检测,无需 彻底消除了尾座锁紧装置存在的故障,避免了维修人
破坏原设备结构。电气控制系统不需要进行改造,应 员维修尾座锁紧故障时带来的安全隐患。
用原来的 PLC 控制技术,管理员通过人机界面和触摸 (4)半钢子午胎轮胎成本节约 :改造后故障彻底
屏面板实现对每套装置的管理和操作。 消除每月单台设备增产 1 100/2.5=440 条,按车间 24
年
2023 第 49 卷 ·47·