
Page 63 - 《橡塑技术与装备》2023年2期
P. 63
新技术与新产品 洪育仙 等·全钢三鼓成型机创新介绍
不同的压辊根据需求可以实现径向、轴向和旋转运动 , 距开关,测量胎面尾部位置。由于移动测距开关很大
进行各位置的压合,共同配合完成胎侧、三角胶,胎 程度上受机械安装精度影响,测量误差很大,同时移
面及胎肩压合,旋拉反包压辊由左右两套压辊组成, 动测距开关需要根据胎面颜色辨别,测距开关照射胎
可配合胶囊鼓的高转速实现成型过程中胎侧的旋拉反 面尾部的波浪形断面(如图 2),其不同的检测位置,
包功能。 测量的结果相差很大,同时移动测距开关如果检测到
传统成型机胎胚的滚压依靠程序中的后压辊轴向 相近颜色的物体,例如胶浆,误认为检测到胎面尾部,
和径向坐标参数执行轨迹运动,没有考虑压辊气缸升 测量结果完全无用。胎面长度实际为斜边 1 和斜边 2
出后压辊实际与胎面接触点的位置与参数是有偏差的。 之间的距离,由于斜边 2 位于波浪形断面下方,普通
新成型机把气缸升出后的这段距离在程序中用函数进 测长方式无法准确检测到斜边 2 位置,而是通过检测
行补偿,与输入程序的胎面厚度,胎肩圆弧角度等计 波浪形断面估算斜边 2 位置,在处理波浪形断面时常
算,不用再输入各个滚压位置的轴向和径向参数,根 采用补偿法进行计算,导致同一条胎面的多次测量结
据自动生成的数据实时修正胎胚的滚压轨迹,通过一 果最大差值可达到 6 cm。
定数量的积累和计算,实现规格轮胎的标准化轨迹输
出。
1.2 胎面供料
传统机型成型机胎面供料架位于带束鼓后侧,同
时由百叶车提供胎面制品,占用较大空间,新式胎面
图 2 胎面断面形状
供料架位于带束层供料架侧,由胎面存放架、动力辊
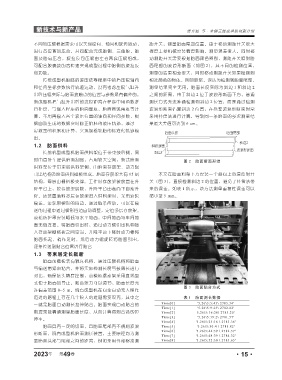
引出结构及胎面供料模板组成。胎面存放架共有 15 层 本文在胎面料架下方安装一个斜向上的漫反射开
结构,每层由栅格板支撑。工作时存放架被放置在升 关(图 3),直接检测斜边 2 的位置,避免了补偿法带
降平台上,按存放架层数,升降平台由高而下自动升 来的误差。如表 1 所示,该方法测量重复性误差可以
降。该装置满料多层存放架进入供料架时,采用滚轮 缩小至 5 mm。
输送,滚轮带楔形的挡边,通过链条传动,可以在输
送的过程中通过楔形挡边自动调整,定位多层存放架。
滚轮防护罩安装略低与水平地面,中间地面与车间地
面无缝连接。将胎面引出时,通过动力辊引出机构插
入存放架栅格板之间空当,升降平台下降时动力棒将
胎面托起,稍作延时,然后动力辊旋转将胎面引出,
逐条传送到贴合位置进行贴合
1.3 带束层定长裁断
胎面前模板装有辊床机构,通过压辊机构将胎面
与输送带紧密粘合,并将实际检测长度与鼓周长进行
对比,确保接头精度控制,前模板摆动架采用直线型
式便于胎面的导正。贴合张力可以调节,胎面长度允
图 3 胎面贴合方式
许偏差范围 0~5 m。现有成型机在向全自动无人操作
迈进的路程上存在几个较大的难题需要攻克,其中之 表 1 胎面测长数据
一就是胎面自动测长拉伸贴合。胎面实现自动贴合的 Time[0] '5.26\5:5:43\ 2785.34'
Time[1] '5.26\5:9:23\ 2782.82'
前提是能精确测量胎面长度,从而计算得到合适的拉 Time[2] 5.26\5:16:28\ 2783.20'
Time[3] '5.26\5:19:2\ 2781.57'
伸率。
Time[4] '5.26\5:25:16 \ 2783.36'
胎面具有一定的切面,且胎面尾部有不规则波浪 Time[5] '5.26\5:30:4 \ 2785.82'
Time[6] '5.26\5:44:59 \ 2782.57'
形断面,现有成型机胎面测长装置,主要原理均为测 Time[7] '5.26\5:48:39 \ 2784.32'
量胎面头部与尾部之间的距离,例如采用外部移动测 Time[8] '5.26\5:52:30 \ 2783.65'
年
2023 第 49 卷 ·15·