
Page 123 - 《橡塑技术与装备》2023年2期
P. 123
产品与设计 聂恒 等·基于 Moldflow 和全因子实验设计的翘曲变形优化
图 15 热流道温控箱
图 12 变形图
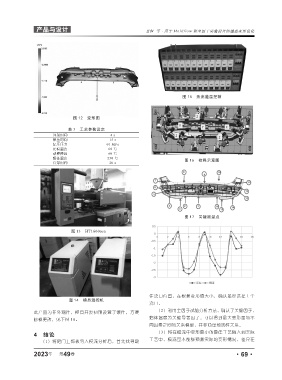
表 3 工艺参数设定
注射时间 4 s
保压时间 15 s
保压压力 60 MPa
定模温度 60 ℃
动模模温 60 ℃
熔体温度 230 ℃ 图 16 检具示意图
冷却时间 20 s
图 17 关键测量点
图 13 HT1600ton
佳浇口位置,在根据变形值大小,确认最终选择 1 个
图 14 模具温控机
浇口。
(2)利用全因子试验分析方法,确认了关键因子,
此产品为非外观件,模具开发初期设置了镶件,方便
熔体温度为关键显著因子。可以得到最大变形量与不
修模更改,见下图 18。
同因素之间的关系模型,并非简单地线性关系。
4 结论 (3)将在模流中变形最小的最佳工艺输入到实际
工艺中,模流基本能够预测实际的变形情况,差异在
(1)将尾门上饰板导入模流分析后,首先找寻最
年
2023 第 49 卷 ·69·