
Page 121 - 《橡塑技术与装备》2023年2期
P. 121
产品与设计 聂恒 等·基于 Moldflow 和全因子实验设计的翘曲变形优化
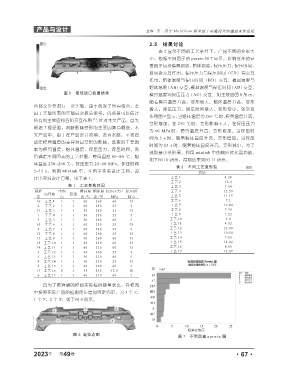
2.5 结果讨论
表 2 显示不同的工艺条件下,产品不同的变形大
小,根据不同因子的 pareto 图 7 显示,影响变形的显
著因子包括模具温度,熔体温度,保压压力,保压时间,
且包含交互作用,保压压力与保压时间(CD)有交互
作用,熔体温度与保压时间(BD)交互,模具温度与
熔体温度(AB)交互,模具温度与保压时间(AD)交互,
图 5 最佳浇口位置结果 模具温度与保压压力(AC)交互。如主效应图 8 所示,
随着模具温度升高,变形增大。熔体温度升高,变形
合都至少要进行一次实验,由于包含了所有组合,全
增大。保压压力,保压时间增大,变形变小。如交互
因子实验所需的实验总次数会很多,优点是可以估计
作用图 9 显示,当熔体温度为 260 ℃时,模具温度升高,
所有的主效应和各阶交互作用 [4] , 针对本文产品,首先
变形增加,在 230 ℃时,变形影响不大。在保压压力
根据工程经验,判断影响变形的主要因素有哪些,本
为 60 MPa 时,模具温度升高,变形增加。当保压时
文产品中,由于在产品设计初期,没有水路,不考虑
间为 5 s 时,随着熔体温度升高,变形增加。当保压
动定模具温度的差异对其变形的影响,选取的主要因
时间为 15 s 时,随着熔体温度升高,变形减小。为了
素为模具温度,熔体温度,保压压力,保压时间。然
选取最小变形值,利用 minitab 中的响应优化器功能,
后确定不同因素的工艺范围,模具温度 60~80 ℃,熔
如下图 10 所示,得到结果如图 11 所示。
体温度 230~260 ℃,保压压力 25~60 MPa,保压时间
表 2 不同工艺变形值 mm
5~15 s。利用 Minitab 中,全因子实验设计工具,设 变形
计出实验设计方案,见下表 1。 工艺 1 4.28
工艺 2 12.4
表 1 工艺参数范围 工艺 3 7.04
标准 中心 模具温 熔体温 保压压力 / 保压时 工艺 4 12.59
运行序 区组
序 点 度 /℃ 度 /℃ MPa 间 /s 工艺 5 11.15
16 工艺 1 1 1 60 260 60 15 工艺 6 7.1
2 工艺 2 1 1 60 230 25 5 工艺 7 13.84
11 工艺 3 1 1 30 260 25 15 工艺 8 7.39
1 工艺 4 1 1 30 230 25 5 工艺 9 3.22
7 工艺 5 1 1 30 260 60 5 工艺 10 4.8
10 工艺 6 1 1 60 230 25 15 工艺 11 4.02
4 工艺 7 1 1 60 260 25 5 工艺 12 12.99
12 工艺 8 1 1 60 260 25 15 工艺 13 10.54
15 工艺 9 1 1 30 260 60 15 工艺 14 7.83
13 工艺 10 1 1 30 230 60 15 工艺 15 14.26
14 工艺 11 1 1 60 230 60 15 工艺 16 8.05
3 工艺 12 1 1 30 260 25 5 工艺 17 12.07
5 工艺 13 1 1 30 230 60 5
9 工艺 14 1 1 30 230 25 15
8 工艺 15 1 1 60 260 60 5
17 工艺 16 0 1 45 245 42.5 10
6 工艺 17 1 1 60 230 60 5
且为了更准确的模拟实际检具测量状态,在模流
中按照实际产品的检测定位增加固定约束,为 3 个 Z,
1 个 Y,2 个 X,如下图 6 所示。
图 6 定位点图
图 7 不同因素 pareto 图
年
2023 第 49 卷 ·67·