
Page 100 - 《橡塑技术与装备》2023年11期
P. 100
橡塑技术与装备 CHINA RUBBER/PLASTICS TECHNOLOGY AND EQUIPMENT
2.3 通过优化封胶结构解决融痕问题 注胶模具采用侧面注胶设计,共有 2 组(6 个)注胶孔,
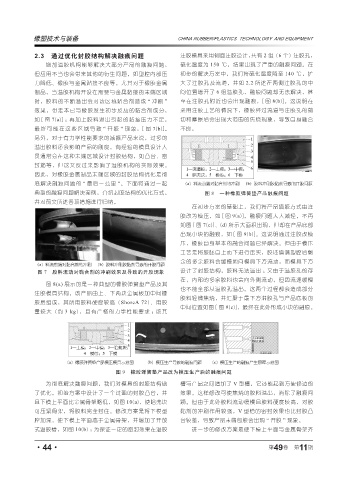
增加溢胶机构能够解决大部分产品的融痕问题, 硫化温度为 150 ℃,结果出现了严重的融痕问题。在
但应用不当也会带来其他的衍生问题,如型腔内部压 初步的解决方案中,我们将硫化温度降至 140 ℃,扩
力降低、橡胶与金属黏接不良等。尤其对于橡胶金属 大了注胶孔及流道,并如 2.2 所述在两侧注胶孔的中
制品,当溢胶机构开设在需要与金属黏接的末端区域 间位置增开了 6 组溢胶孔,融痕问题却无法解决,甚
时,胶料的不断溢出会对该区域黏合剂造成 “ 冲刷 ” 至在注胶孔附近也会出现融痕,[ 图 8(b)]。这说明在
效果,带走本已与橡胶发生初步反应的黏合剂成分, 采用注胶工艺的情况下,橡胶经过流道与注胶孔的剪
如[ 图 7(a)] ;再加上胶料溢出引起的黏接压力不足, 切和摩擦后会出现大范围的焦烧现象,导致自身融合
最终可能在这些区域导致 “ 开胶 ” 现 象,[ 图 7(b)]。 不良。
另外,对于有力学性能要求的减振产品来说,过多的
溢出胶料还会影响产品的刚度。有经验的模具设计人
员通常会在这种末端区域设计封胶结构,如凸台、密
封筋等,但这又反过来影响了溢胶机构的实际效果。
因此,对橡胶金属制品末端区域的封胶结构优化是彻
底解决融痕问题的 “ 最后一公里 ”。下面将通过一起
典型的融痕问题解决案例,介绍封胶结构的优化方式, 图 8 一种橡胶弹簧垫产品融痕问题
并对前文所述各项措施进行归纳。
在初步方案的基础上,我们将产品填胶方式由注
胶改为模压,如 [ 图 9(a)],融痕问题大大减轻,不再
如图[ 图 7(c)]、(d) 所示大面积出现,但却在产品底部
出现小块的融痕,如 [ 图 9(b)]。这说明通过注胶改模
压,橡胶自身基本的融合问题已经解决。但由于模压
工艺是将胶胚自上而下进行压实,胶坯填满型腔后剩
余的多余胶料会缓慢地向模具下方流动,而模具下方
图 7 胶料流动对黏合剂的冲刷效果及导致的开胶现象 设计了封胶结构,胶料无法溢出 ;又由于溢胶孔的存
在,内部的多余胶料也会向外侧流动,但因流速缓慢
图 8(a) 展示的是一种典型的橡胶弹簧垫产品及其
也不能全部从溢胶孔溢出。这两个过程都会造成部分
注胶模具结构。该产品由上、下两块金属板加中间橡
胶料轻微焦烧,并汇聚于最下方溢胶孔与产品底板的
胶层组成,其所用胶料硬度较高(ShoreA 72)、用胶
中间位置如图 [ 图 9(c)],最终在此处形成小块的融痕。
量较大(约 3 kg),且有严格的力学性能要求 ;该其
图 9 橡胶弹簧垫产品改为模压生产后的融痕问题
为彻底解决融痕问题,我们对模具的封胶结构做 槽与产品之间增加了 V 型槽,它还能起到方便修边的
了优化。初始方案中设计了一个过盈的封胶凸台,并 效果。这样修改可使焦烧的胶料溢出,消除了融痕问
且下模上平面比金属骨架略低,如图 10(a),使哈弗块 题。但由于此处胶料流动缓慢且胶料硬度较高,对胶
可压紧骨架,将胶料完全封住。修改方案是将下模型 黏剂的冲刷作用较强,V 型槽的密封效果也比封胶凸
腔加深,使下模上平面高于金属骨架,并增加了开放 台较差,导致产品末端包胶会出现 “ 开胶 ” 现象。
式溢胶槽,如图 10(b) ;为保证一定的密封效果在溢胶 进一步的修改方案是使下模上平面与金属骨架齐
·44· 第 49 卷 第 11 期