
Page 99 - 《橡塑技术与装备》2023年11期
P. 99
工艺与设备 房栋 等·橡胶金属制品融痕的产生原因及解决方案探讨
中,作为余胶、飞边在后工序修剪掉,让融合良好的
胶料填充产品本体。由于温度最高的部分一般位于料
流最前端,所以只要溢胶机构开设位置合理,很容易
达到这一目的。这一方法在橡胶弹簧垫及止挡类产品
上最为常用,因为该类产品橡胶层通常为圆形或其他
规则形状,注胶孔均匀布置,胶料流动也较为均匀,对
溢胶机构的开设位置也就相对好把握。如图 5 所示,对
一圆环形橡胶层的模流分析显示,其熔接线均匀分布于
注胶孔之间。在模具设计阶段就可以在这些位置开设溢
胶孔及溢胶槽,也可以设计分型面(如哈弗结构),就
能避免融痕的出现。其他具有对称橡胶层结构的产品都
可以依此进行注胶孔的布置,并推算溢胶孔的位置。
图 3 节点产品优化注胶孔及流道后流动前沿温度对比
ShoreA 80)的几种填胶方式,正确的方式是让外侧呈
一平滑面,避免接头外露,当采取错误的填胶方式时,
就极易出现融痕。
图 5 圆环橡胶层注胶熔接线及溢胶机构示意图
即使对于结构不对称或模流分析结果不准确的产
品,在出现融痕问题后,增加溢胶机构也是一个行之
有效并可广泛应用的补救解决措施。如图 1 展示的融
痕问题,出现在一种止挡产品的金属骨架包胶区域如
[(图 6(a)]。该区域由于存在非对称结构的金属骨架,
因此无法准确判断胶料流动规律。在开发阶段发现融
图 4 高硬度模压制品胶料填装方式
痕问题后,对其模具结构进行了优化 —— 调整了分型
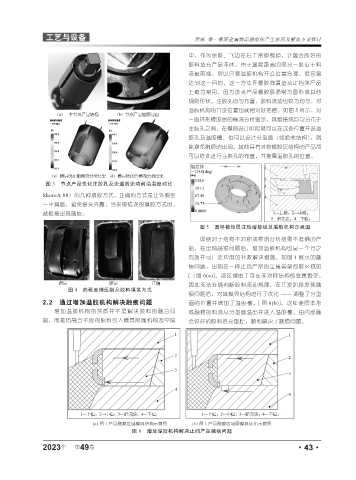
2.2 通过增加溢胶机构解决融痕问题 面的位置并增加了溢胶槽,[ 图 6(b)]。这样使原本形
增加溢胶机构的实质并不是解决胶料的融合问 成融痕的料流从分型面溢出并进入溢胶槽,由内部融
题,而是将融合不良的胶料引入模具附属机构及空隙 合较好的胶料填充型腔,顺利解决了融痕问题。
(a) 图 1 产品融痕区域模具结构示意图 (b) 图 1 产品融痕区域原模具优化示意图
图 6 增加溢胶机构解决止挡产品融痕问题
年
2023 第 49 卷 ·43·