
Page 85 - 《橡塑技术与装备》2023年9期
P. 85
测试与分析 李凤威 等·全钢无内胎子午线轮胎胎圈气泡的分析及改进
1.2 胎圈气泡产生的原因分析
成品胎发生胎圈气泡,多为胎胚胎圈位置存有气
泡导致,减少胎胚胎圈位置的气泡应可降低成品胎胎
圈气泡的发生率,故对胎胚胎圈气泡产生的原因开展
了分析。胎胚胎圈气泡产生的原因有很多,原材料、
配方、部件黏性、部件的尺寸、成型滚压、扇形块结构、
成型胶囊、员工操作习惯等 [4~7] 均会对胎圈气泡产生
一定的影响,本工作重点从轮胎圈部结构对胎圈气泡
的影响进行了分析。
图 4 气密层、过渡层、胎侧耐磨胶间气泡示意图
胎胚胎圈气泡与成品胎类似,位于胎胚的单侧或
两侧,数量单个或多个,但位置并未集中在胎踵与胎
趾之间的中部或靠近胎趾位置,此是因为全钢子午线
轮胎的胎胚在硫化时胎圈部位的胶料会向胎趾处流动,
且流动性较大,导致胎胚胎圈部位置的气泡位置发生
变化,在模具上有排气线及排气孔,硫化时部分气体
也会随着排气线或排气孔排出,另外硫化后将有部分
气泡分散在胶料中 [8] 。
图 5 内衬层端点气泡示意图
根据圈部结构的不同,胎胚胎圈气泡发生的位置
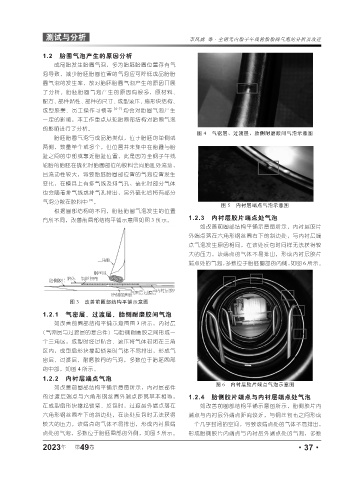
1.2.3 内衬层胶片端点处气泡
有所不同,改善前圈部结构平铺示意图如图 3 所示。
如改善前圈部结构平铺示意图所示,内衬层胶片
外端点落在六角形钢丝圈右下的斜边处,与内衬层端
点气泡发生原因相同,在该处反包时同样无法获得较
大的压力,该端点的气体不易排出,形成内衬层胶片
端点处的气泡,多数位于胎胚圈部的内侧,如图 6 所示。
图 3 改善前圈部结构平铺示意图
1.2.1 气密层、过渡层、胎侧耐磨胶间气泡
如改善前圈部结构平铺示意图图 3 所示,内衬层
(气密层与过渡层的复合件)与胎侧耐磨胶之间形成一
个三角区,成型时经过贴合、滚压将气体封闭在三角
区内,成型扇形块撑起锁紧时气体不易排出,形成气
密层、过渡层、耐磨胶间的气泡,多数位于胎胚圈部
的中部,如图 4 所示。
1.2.2 内衬层端点气泡
图 6 内衬层胶片端点气泡示意图
如改善前圈部结构平铺示意图所示,内衬层部件
的过渡层端点与六角形钢丝圈外端点距离基本相等, 1.2.4 胎侧胶片端点与内衬层端点处气泡
在成型扇形块撑起锁紧、反包时,过渡层外端点落在 如改善前圈部结构平铺示意图所示,胎侧胶片内
六角形钢丝圈左下的斜边处,在该处反包时无法获得 端点与内衬层外端点距离较近,与钢丝包布之间形成
较大的压力,该端点的气体不易排出,形成内衬层端 一个几乎封闭的空间,导致该端点处的气体不易排出,
点处的气泡,多数位于胎胚圈部的外侧,如图 5 所示。 形成胎侧胶片内端点与内衬层外端点处的气泡,多数
年
2023 第 49 卷 ·37·