
Page 84 - 《橡塑技术与装备》2023年9期
P. 84
橡塑技术与装备 CHINA RUBBER/PLASTICS TECHNOLOGY AND EQUIPMENT
全钢无内胎子午线轮胎胎圈气泡的
分析及改进
李凤威,焦守万,叶强,常素玲,景永博
( 陕西延长石油集团橡胶有限公司,陕西 西安 712000)
摘要 : 本文从轮胎圈部结构方面对胎圈气泡产生的原因进行了分析,并提出了改进措施,结果表明,通过调整过渡层及气密
层宽度、位置,优化内衬层胶片、胎侧胶片位置,调整胎侧耐磨胶边部的形状等,可以有效的降低全钢无内胎子午线轮胎胎圈气
泡的发生率。
关键词 : 胎圈气泡 ;内衬层 ;钢丝圈 ;圈部结构
中图分类号 : TQ330.46 文章编号 : 1009-797X(2023)09-0036-04
文献标识码 : B DOI:10.13520/j.cnki.rpte.2023.09.008
全钢无内胎子午线轮胎的圈部一般包含胎侧部件 1 胎圈气泡的形式及产生的原因分析
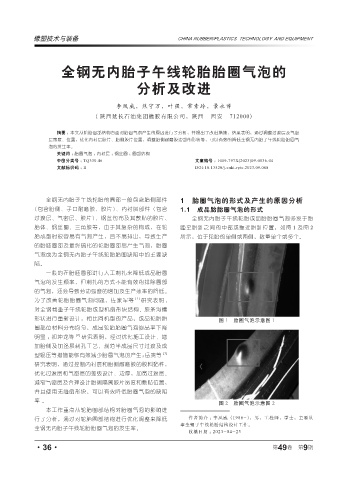
(包含胎侧、子口耐磨胶、胶片)、内衬层部件(包含 1.1 成品胎胎圈气泡的形式
过渡层、气密层、胶片)、钢丝包布及其敷贴的胶片、 全钢无内胎子午线轮胎成品胎胎圈气泡多发于胎
胎体、钢丝圈、三角胶等,由于其复杂的构成,在轮 踵至胎趾之间的中部或靠近胎趾位置,如图 1 及图 2
胎成型时很容易有气泡产生,且不易排出,导致生产 所示,位于轮胎的单侧或两侧,数量单个或多个。
的胎胚圈部及最终硫化的轮胎圈部易产生气泡,胎圈
气泡成为全钢无内胎子午线轮胎胎圈缺陷中的主要缺
陷。
一般的在胎胚圈部进行人工刺扎来降低成品胎圈
气泡的发生频率,但刺扎的方式不能有效的排除圈部
的气泡,还会导致劳动强度的增加及生产效率的降低。
为了改善轮胎胎圈气泡问题,佐家军等 [1] 研究表明 ,
对全钢载重子午线轮胎成型机扇形块结构、 胶条沟槽
形状进行重新设计,相比同机型的产品,成品轮胎胎 图 1 胎圈气泡示意图 1
圈部位材料分布均匀,成品轮胎胎圈气泡修品率下降
明显 ;初坤龙等 [2] 研究表明,经过优化施工设计、增
加胎侧及加强层刺孔工艺、规范半成品尺寸过渡及成
型辊压等措施能够有效减少胎圈气泡的产生;岳爽等 [3]
研究表明,通过控制内衬层和胎侧耐磨胶的胶料黏性,
优化过渡层和气密层的差级设计、边厚,加宽过渡层、
减窄气密层及合理设计胎侧隔离胶片宽度和敷贴位置,
并且使用无缝扇形块,可以有效降低胎圈气泡的缺陷
率 。
图 2 胎圈气泡示意图 2
本工作重点从轮胎圈部结构对胎圈气泡的影响进
行了分析,通过对轮胎圈部结构进行优化调整来降低 作者简介 :李凤威(1986-),男,工程师,学士,主要从
事全钢子午线轮胎结构设计工作。
全钢无内胎子午线轮胎胎圈气泡的发生率。
收稿日期 :2023-04-25
9
·36· 第 49 卷 第 期