
Page 109 - 《橡塑技术与装备》2023年7期
P. 109
测试与分析 孟明 等·双螺杆挤出工艺对聚碳酸酯类光学材料的光学特性及颜色的影响研究
2 结果与讨论 元件对物料无轴向输送能力,其对物料输送的阻力作
2.1 剪切强度(螺杆组合设计)对材料透光 用介于左、右旋啮合元件之间。一般来说,错列角越
率及颜色的影响 大,啮合元件的输送能力越弱,剪切混合效果越好,
本实验设计了 4 组剪切强度不同的螺杆组合。 啮合元件的单片厚度越厚,剪切作用越强,但混合和
如表 2(a)(b)(c)(d)4 组组合均使用了较为 正向输送能力也越弱。4 个组合均由 4 组啮合盘组成,
简单的捏合片和反向元件,啮合元件是一种剪切能力 在熔融塑化段基本保持相对一致的剪切能力,但是在
强、混合性能优的混炼元件。其中反向(左旋)啮合 分散分布混合段的剪切分散能力依次减弱,整体的剪
元件因反向输送作用而对物料输送产生一定阻力从而 切分散强度也为依次减弱,在同等单位产出(350 kg/
建立高压,正向(右旋)啮合元件具有一定的正向输 h)及剪切速率(450RPM)条件下,确认 4 组不同螺
送作用,但其混合作用不如反向啮合元件 ;中性啮合 杆组合条件下的材料透光性及颜色。
表 2 螺杆组合图 ( 啮合块及反向建压情况 )
螺杆编号 熔融塑化 1 段 熔融塑化 2 段 分散混合 1 段 分散混合 2 段
组合(a) 30/7/64+45/5/56+90/5/56 45/5/56+45/5/56+45/5/56L 45/5/36+45/5/36+45/5/36L 45/5/36+45/5/36+44/22L
组合(b) 30/7/64+45/5/56+90/5/56 45/5/56+45/5/56+45/5/56L 45/5/36+45/5/36+45/5/36L 56/56+56/56+44/22L
组合(c) 30/7/64+45/5/56+45/5/56 45/5/56+45/5/56+45/5/56L 45/5/36+45/5/36+45/5/36 56/56+56/56+44/22L
组合(d) 30/7/64+45/5/56+45/5/56 45/5/56+45/5/56+45/5/56L 45/5/36+45/5/36 56/56+56/56+44/22L
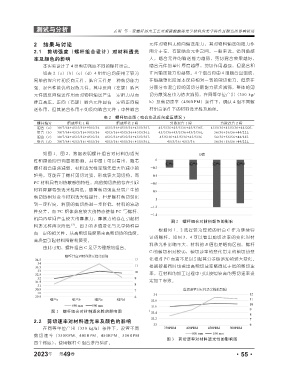
如图 1、图 2,数据表明螺杆组合对材料的透光
性和颜色均具有显著影响。其中图 1 可以看出,随着
螺杆组合由强减弱,材料透光性呈现先增大后减小的
趋势,可能在于螺杆剪切过强,形成较大剪切热,而
PC 材料具有对热敏感的特性,高的剪切热的存在引起
材料降解导致透光性降低,随着剪切强度变弱产生的
剪切热相对变少材料透光性提升,但是螺杆剪切弱化
到一定程度,释放的剪切热进一步降低,材料的流动
性变差,而 PC 熔体黏度较大的特点使得 PC 与螺杆、
机筒内壁间产生较大的摩擦力,摩擦力的存在引起材
图 2 螺杆组合对材料颜色的影响
料透光性再次降低 [2] 。图 2 的 B 值变化与光学特性具
根据图 1、2 选择较为理想的组合 C 作为继续验
有一定的相关性,从高剪切强度带来高剪切热的角度,
证的螺杆,如图 3、4 可以看出剪切速率的变化对材
高热量引起材料降解和黄变。
料透光性影响不大,材料的 B 值也是略有区别。螺杆
由此可知,螺杆组合 C 是更为理想的组合。
C 的剪切相对较弱,剪切速率的变化带来的剪切热变
化相对 PC 而言不足以引起其分子链运动的较大变化。
根据数据同时也看出高剪切速率略微优于低的剪切速
率,在材料的加工过程中可以按照较高的剪切速率设
定加工参数。
图 1 螺杆组合对材料透光性的影响图 0
2.2 剪切速率对材料透光率及颜色的影响
在同等单位产出(350 kg/h)条件下,设置不同
剪切速率(350RPM、400RPM、450RPM、500RPM
图 3 剪切速率对材料透光性的影响图
四个梯度),使用螺杆 C 组合进行验证。
2023 第 49 卷 ·55·
年