
Page 101 - 《橡塑技术与装备》2023年2期
P. 101
测试与分析 张想 等·塑料超声波焊接技术的研究分析
2 塑料超声波焊接的影响因素分析 增加焊件表面的粗糙度值,可以降低声阻抗,提
2.1 材料对超声波焊接的影响 高超声波焊接质量。研究表明,采用滚制花纹的膜材
塑料超声波焊接的可焊性取决于公式(1) [4] : 料比光滑表面的 PP 膜,焊接后强度可以提高近一倍。
KEμλ 2.1.4 材料湿度对超声波焊接的影响
G= ρct (1)
在南剑等 [5] 的研究中,使用 6 组不同的湿度对
其中: k 为焊件的形状因子,E 为材料弹性模量,
PA6 进行焊接实验,结果表明,随着材料湿度增大,
μ 为材料摩擦系数,λ 为材料热导率,ρ 为材料密度,
所需的焊接时间不断增加,当湿度高于 3.4% 时,所
c 为材料的比热容,t 为材料的熔点。
需焊接时间虽有所下降,但依然维持较高水平。所以,
从以上公式可以看出,塑料超声波的焊接质量与
在实际生产中,焊接作业前要将焊件的湿度控制在较
材料弹性模量、摩擦系数、热导率成正比,与材料密度、
低的水平。特别是对于有吸水特性的材料,比如尼龙、
熔点、比热容成反比。材料对焊接质量的影响非常大,
聚砜等,注塑成型后应立即安排进行超声波焊接 ;若
在焊接之前,必须对焊件材料是否支持焊接进行验证
不能及时进行焊接作业,则应将待焊件放在密封环境
分析。
里或者在超声波焊接前将塑件烘干。
2.1.1 材料种类对超声波焊接的影响 2.2 熔接能量对超声波焊接的影响
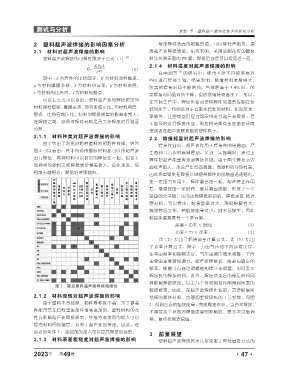
图 2 给出了常见热熔性塑料的相熔性数据。结合
焊接作业时,超声波作用于焊接件的接触面,产
图 2 可以看出,并非所有的塑胶材料都可以用超声波
生每秒几万次的高频震动,达到一定振幅时,通过上
进行焊接。同种材料可以很好的焊接在一起,但是不
焊件把超声能量传送到焊接区域,由于两个焊接交界
同种类的塑料之间焊接质量相差很大,总体来说,结
面处声阻大,故会产生局部高温,而塑料的导热性差,
构成分越相近,焊接的效果越好。
因此热量聚集在焊接区域使得焊件的接触面迅速熔化,
在一定压力作用下,焊件融合在一起。超声停止作用
后,继续保压一定时间,使其凝固成型,形成了一个
坚固的分子链,从而达到焊接的目的,焊接强度 接近
原材料。可以看出,熔接能量过大,塑料熔解性大,
焊接物易变形,若熔接能量过小,则不易焊牢,因此
熔接能量需要有一个适宜值。
能量 = 功率 × 时间 (2)
功率 = 力 × 速率 (3)
式(2)给出了熔接能量计算公式,式(3)给出
了功率计算公式,其中 :力由气压和下降速度决定,
速率由频率和振幅决定。气压由调压阀来调整,下降
速度由速度旋钮调节,超声波焊接机一般都有固定的
频率,振幅可以通过调幅器和焊头来调整。时间表示
焊接机的焊接时间。此外,焊接结束后的保压时间同
样影响焊接质量。以上几个参数相互作用得到所需的
图 2 常见塑料超声波焊接相熔性
熔接能量。因此,在超声波焊接作业前,需要根据所
2.1.2 材料改性对超声波焊接的影响 选择的焊件材料,合理调整焊接机的工艺参数,见图
由于塑料本身强度、韧性等性能不高,为了提高
3,得到合适的熔接能量,完成焊接作业。当首次焊接,
性能常常在原料里添加纤维等添加剂。塑料材料的改 不清楚各个参数对焊接质量的影响时,需多次试验调
性会影响超声波焊接质量,纤维等添加剂的加入可以 整,最终找到适宜值。
提高材料间的硬度,有利于超声波的传递。因此,在
合适的条件下,添加剂的加入可以提高焊接的强度。
3 前景展望
2.1.3 材料表面粗糙度对超声波焊接的影响 塑料超声波焊接技术几乎克服了传统固接方式的
2023 第 49 卷 ·47·
年