
Page 79 - 《橡塑技术与装备》2023年12期
P. 79
新技术与新产品 Sai Yandamuri 等·物理微发泡螺杆设计、性能测试及仿真研究
械性能相当。 主要参数设置如表 13,其余参数参照表 3 和表 4
的设置 :
3 仿真模拟 表 13 仿真参数设置
我们应用德国 Paderborn 塑料研究所 KTP 的 工艺参数 单位 -1 XS 实体 FoamPro 实体
.
注射速度 m s 60 60
PsiRex 软件,对两条螺杆的相关性能进行了对比。 注射起点 cm³ 209.6 219
螺杆头的压力 bar 100/150 100/150
为了使 KTP 螺杆模拟软件适应特殊的螺杆几何形
计算位置 mm 50 50
.
状,定义了以下几个方面 : 熔胶速度 m s -1 0.18/0.52 0.18/0.52
停机时间 s 65 65
(1)对于 XS 螺杆,混炼区被定义为多面混合。
中心止逆阀被定义为圆柱形剪切截面。 为了评估螺杆仿真的有效性,采用了与实验相同
(2)对于 FP 螺杆,混合段定义为螺旋剪切和多 的试验点。
面混合。止逆阀被定义为圆柱形剪切截面。 对于所有工艺点,根据实验方法改变了螺杆头的
(3)材料数据由 LyondellBasell 提供 , 具有不同 压力和螺杆速度。
温度和压力的仿真材料数据表。 冷却时间也作为熔胶周期之间的暂停时间纳入模
(4)在仿真软件中,无法计算气相。因此,仿真 拟。
仅通过实体的试验点进行验证。 根据实验测试和 LyondellBasell 的材料数据,确
(5)深入了解预测了混合性能,考虑了分散混合 定材料的熔胶速度和背压的高低值。
和分布混合。 所有螺杆仿真均在计量行程的一半(50 mm)下
仿真所用材料为 LyondellBasell HC TYC 2141F, 进行。
料筒从射嘴到料斗的各段温度为 : 230、230、220、 FoamPro 螺杆 :
220、210、200、175、150 ℃。
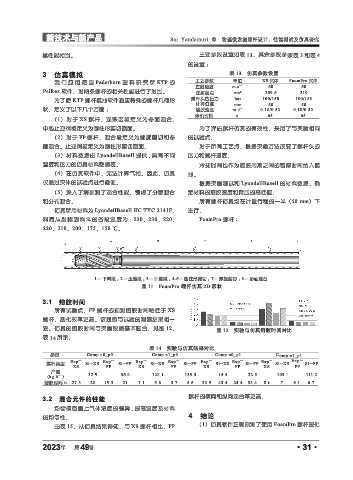
1— 下料段 ; 2— 压缩段 ; 3— 计量段 ; 4-6— 圆柱形剪切 ; 7— 螺旋剪切 ; 8— 多面混合
图 11 FoamPro 螺杆仿真 2D 形状
3.1 熔胶时间
所有试验点,FP 螺杆的预测熔胶时间略低于 XS
螺杆,塑化效率更高。该趋势与试验的观察结果相一
致。仿真的熔胶时间与实验数据基本吻合,见图 12, 图 12 实验与仿真熔胶时间对比
表 14 所示。
表 14 实验与仿真结果对比
参数 Comp n0_p0 Comp n1_p0 Comp n0_p1 Comp n1_p1
Exp- Exp- Exp- Exp- Exp- Exp- Exp- Exp-
螺杆类型 Si-XS Si-FP Si-XS Si-FP Si-XS Si-FP Si-XS Si-FP
XS FP XS FP XS FP XS FP
产量 32.9 36.4 128.1 133.5 15.5 22.5 103.1 111.2
-1
(kg.h )
熔胶时间 /s 27.3 22 19.3 21 7.1 5.6 5.7 5.6 32.9 43.4 24.4 33.4 8.6 7 6.1 6.7
3.2 混合元件的性能 螺杆的横向和纵向混合率更高。
均衡横截面上气体浓度的差异 , 提高温度及材料
的均匀性。 4 结论
由表 15,从仿真结果得知,与 XS 螺杆相比,FP (1)仿真软件正确预测了使用 FoamPro 螺杆塑化
年
2023 第 49 卷 ·31·