
Page 98 - 《橡塑技术与装备》2022年4期
P. 98
橡塑技术与装备 CHINA RUBBER/PLASTICS TECHNOLOGY AND EQUIPMENT
冠带层具有特殊的热收缩性,能够保持带束层的尺寸 的缠绕速度。
稳定性,同时降低带束层端点生热。冠带层在 1 层带 (4)带束层厚度超过 1.6 mm 时,冠带层宽度设
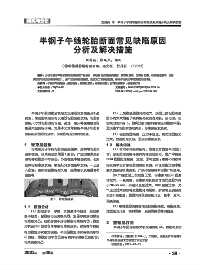
束层端点附件打褶是半钢断面常见的缺陷,在使用过 计超过 10 mm。
程中打褶部位易产生脱空,将影响轮胎的耐久性能。 (5)严控半成品质量,不合格材料禁止使用。
冠带层打褶图片如图 2 所示。
3 材料端点集中
端点的集中在使用过程中会加剧应力集中,造成
界面脱黏,甚至爆胎。常见的端点集中有冠带层与胎
冠胶端点集中、三角胶与耐磨胶端点集中、胎侧胶与
耐磨胶接点与二层帘布反包端点集中、内衬防擦布端
点与二层帘布反包端点集中,分别如图 3~ 图 6 所示。
图 2 冠带层打褶
2.1 原因分析
(1)成型一段胎胚与二段带束层体组合时,接触
面宽度不足。一段胎胚与二段带束层体接触面接触面
积小,会导致一段胎胚在 RBF 拉伸充气后与二段冠带
层着合不上,打压过程中,冠带层打褶。
图 3 冠带层与胎冠胶端点集中
(2)带束层、冠带层、胎侧、胎冠喷霜,材料间
黏合性能差,打压过程中造成位移。
(3)冠带层起圈、收圈定位不合理。冠带层缠绕
起圈或收圈后冠带层端点与带束层端点集中,打压后
冠带层将从带束层脱开、打褶。
(4)带束层厚度大,冠带层宽度小。在 LT 规格
中该现象较为明显,带束层厚度在 1.6 mm 以上,冠
带层宽度为 10 mm 时,由于厚度梯度大,冠带层易在
带束层端点打褶。
(5)带束层、冠带层宽窄不一。冠带层与带束层
接头处,因搭接过小,在打压过程中容易在接头处脱
开,打褶。
2.2 解决措施
(1)适当减小成型二段法兰盘三号工位的宽度,
保证轮胎一段胎胚与二段带束层组合体的接触面宽度 图 4 三角胶与耐磨胶端点集中
大于 1 层带束层宽度的一半。
3.1 原因分析
(2)严格控制半成品黏度、焦烧时间,保证材料
(1)胎面冠宽设计不合理,胎冠翼胶过膜,冠带
的先进先出,已经喷霜的部件不得使用。
层定位偏歪,带束层、冠带层黏度不足,滚压后位移
(3)严控二段带束鼓的定中心装置,保证中心及
等易造成胎冠端点与冠带层端点集中。
两端定位精准,并确保冠带层在供料架上走料平直,
(2)三角胶、耐磨胶高度不合格,胎侧定位或贴
前后导辊在一条直线上,冠带层出料与带束鼓鼓面相
合偏歪,易造成三角胶与耐磨胶端点集中。
切,为保证起圈及收圈的缠绕质量可降低起圈及收圈
4
·40· 第 48 卷 第 期