
Page 55 - 《橡塑技术与装备》2023年2期
P. 55
车用制品技术与应用 熊利军 等·轿车外开拉手端盖注塑模结构方案可行性分析与设计
2 拉手端盖注塑模结构可行性方案分析 = 拉手端盖图纸尺寸+拉手端盖图纸尺寸 ×30% 玻璃
根据拉手端盖形体要素的分析,针对存在的 R0.7 纤维增强聚酰胺 6 收缩率 2%。为了拉手端盖便于脱
mm 弓形高 “ 障碍体 ” 要素,需要以在 R0.7 mm 象限 模,所有平行模具开闭模方向的型面均制成 1°~1°30′
点处作注塑模的分型面 Ⅰ-Ⅰ 将模具分成动模部分和定 斜度。
模部分。对于存在的垂直开闭模方向的 2×Φ5.1 mm 3.5 冷却系统
侧向型孔要素和 2×3 mm×1.2 mm×2.5 mm 型槽要素, 如图 2(a) 所示,包括有定模板与定模镶件的冷却
分别采用斜导柱滑块抽芯机构,可实现成型垂直开闭 系统和动模板与动模镶件的冷却系统。由于注塑模在
模方向型孔和型槽型芯的抽芯。对于平行闭模方向 成型加工过程中,熔融的塑料将热量传递到定模和动
M6 mm×1 mm 螺孔,可采用螺纹嵌件杆支撑的结构。 模部分,随着不断的连续加工,模具的热量不断的积
螺纹嵌件杆在与拉手端盖一起脱模之后,人工可利用 累会导致定模和动模热量飚升,最终使得塑料产生过
气动或电动取螺杆器取出螺纹嵌件杆。对于特大批量, 热失去其机械性能。
可以提高模具使用寿命和一模四腔模具结构自动化加
以解决。对于 “ 外观 ” 要素,定模型腔在数铣之后需
要抛光镀铬,浇注系统采用潜伏式点浇口,并将点浇
口和顶杆的位置均设置拉手端盖内型腔处,可实现拉
手端盖外表面不存在任何模具结构的痕迹。
3 拉手端盖注塑模结构的设计
拉手端盖注塑模结构由模架、定模部分、动模部
分、浇注系统、冷却系统、2 种斜导柱滑块抽芯机构、
拉手端盖和脱浇注系统冷凝料机构、回程机构、限位
组件和导向构件等组成。
3.1 模架
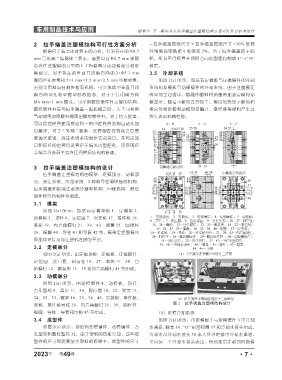
如图 2(a) 所示,包括有定模垫板 1、定模板 2、
动模板 5、顶杆 6、定位圈 7、安装板 17、推件板 18、
底板 19、内六角螺钉 21、39、43、弹簧 25、回程杆
26、模脚 40、导柱 41 和导套 42 等, 模架是整副模具
零部件安装及与注塑机连接的平台。
3.2 定模部分
如图 2(a) 所示,由定模垫板、定模板、定模镶件、
定 位 圈、 浇口 套、 斜 导 柱 10、27、 滑 块 11、34、 台
阶螺钉 12、楔紧块 13、35 和内六角螺钉 43 等组成。
3.3 动模部分
如图 2(a) 所示,由 动模镶件 4、动模 板、顶杆、
方孔型芯 9、滑块 11、34、限位销 14、22、弹簧 15、
24、25、33、螺塞 16、23、36、46、安装板、推件板、
底板、推件板导柱 20、内六角螺钉 21、39、回程杆、 图 2 拉手端盖注塑模结构设计
模脚、导柱、导套和压板 45 等组成。 (1)定模冷却系统
3.4 成型件 如图 2(a) 所示,由定模板 2 与定模镶件 3 中冷却
如图 2(a) 所示,包括有定模镶件、动模镶件、方 水通道、螺塞 36、 “O” 形密封圈 37 和冷却水接头组成。
孔型芯和圆柱型芯 32。由于塑料的热胀冷却,这些成 冷却水从冷却水接头 38 流入经过定模中冷却水通道,
型件的尺寸都需要放大塑料的收缩率,成型件的尺寸 又从另一个冷却水接头流出,将热量带走起到降低模
年
2023 第 49 卷 ·7·