
Page 82 - 《橡塑技术与装备》2023年12期
P. 82
橡塑技术与装备 CHINA RUBBER/PLASTICS TECHNOLOGY AND EQUIPMENT
的自动化和智能化发展,以提高生产效率和降低成本。 我们研究的重点内容。
Plastics Engineering group [11] 提出了汽车格栅的热烫
印工艺及实际的运用成果。Qinghua Chen [12] 提出了 1 热烫印耐温水性能的要求
一种热烫印膜的热压技术,其中包含高精度,可靠性, 热烫印耐温水性能是评估热烫印产品质量和耐久
功能性,安全性,易用性,稳定性等诸多优点。Qing 性的重要指标之一。各主流汽车厂对热烫印制定了相
Hua [13] 提出了一种具有特殊无缝特性的环保节能压箔 关实验规范,明确了热烫印的性能要求,主要为热烫
膜。 印膜的附着力、耐磨性、耐水性、高低温交变、耐湿热、
然而,在实际应用中,热烫印技术也面临着一些 化学液体、ELV、耐候性等。但对我们开发的热烫印
挑战和问题,特别是耐温水性实验面临的挑战最大, 项目来看,耐温水面临的挑战最大。以某主机厂的热
常实验失败,性能不合格。因此如何解决该问题成为 烫印实验规范为例,其耐温水性要求如表 1。
表 1 热烫印膜耐温水性规范
序号 试验项目 试验标准 / 方法 接受准则
1 耐温水性 在 40 ℃的去离子水中浸泡 240 h 后进行水 试验后试样不得出现裂纹、起泡、分层及其他影响使用功能的缺陷,
洗,放置 2 h 后检查膜层状态并测试附着性。 灰度等级≥ 4 级,耐温水试验后附着力测试,小于 1 级或 “X” 无脱落。
2 热烫印产品主要失效分析 其保护层和电化铝层被转移到素材上。对热烫印工艺
2.1 失效形式 对素材的表面要求很高。同时,电化铝层延展性低于
对新开发热烫印产品做实验,在 40 ℃的去离子 塑胶,素材与胶粘层有气泡或者易挥发小分子存在,
水中浸泡 240 h 后进行水洗,放置 2 h 后检查膜层状 在耐温水的实验条件下,可能细小的微孔或空隙生长
态并测试附着性。试验后试样不得出现裂纹、起泡、 或扩大形成气泡而将电化铝层顶起,即为热烫印起泡。
分层及其他影响使用功能的缺陷。与未进行试验的零 故对于耐温水性实验出现起泡导致不合格等失效现象,
件相比,产品表面外观不得有变化。二次附着力测试, 在产品结构设计合理的情况下,可能有以下几个主要
小于 1 级或 “X” 无脱落。 原因 :
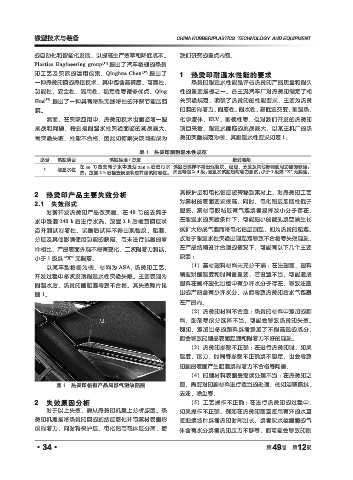
以某车型格栅为例,材料为 ASA, 热烫印工艺, (1)基材塑料材料未充分干燥 :在注塑前,塑料
开发过程中多次发现耐温水性实验失败。主要表现为 颗粒烘烤温度和时间很重要,若设置不当,可能造成
耐温水后,热烫印面起泡导致不合格。其失效照片见 塑料在螺杆塑化过程中有少许水分子存在,导致注塑
图 1。 出的产品含有少许水分,从而导致热烫印后水气包裹
在产品内。
(2)热烫印材料不合适 :热烫印材料中添加的颜
料、助剂等成分选择不当,可能会导致热烫印失效。
例如,添加过多的颜料或者添加了不耐高温的成分,
都会导致印刷品表面起泡和附着力不好的现象。
(3)热烫印参数不正确 :在进行热烫印时,如果
温度、压力、时间等参数不正确或不稳定,也会导致
印刷品表面产生起泡或附着力不合格等问题。
(4)印刷材料表面受潮或处理不当 :在热烫印之
图 1 热烫印格栅产品局部气泡缺陷图 前,需要对印刷材料进行适当的处理,例如酒精擦拭,
去油、除尘等。
2 失效原因分析 (5)工艺操作不正确 :在进行热烫印的过程中,
对于以上失效,需从热烫印机理上分析原因。热 如果操作不正确,例如在热烫印前直接用有汗的水直
烫印机理是将热烫印膜的黏结层熔化并与素材表面形 接触摸坯件或者热印时间过长,或者吹水枪里面的气
成附着力,同时将保护层、电化铝与载体层分离,使 体含有水分或者热印压力不够等,都可能会导致印刷
·34· 第 49 卷 第 12 期