
Page 118 - 《橡塑技术与装备》2023年10期
P. 118
橡塑技术与装备 CHINA RUBBER/PLASTICS TECHNOLOGY AND EQUIPMENT
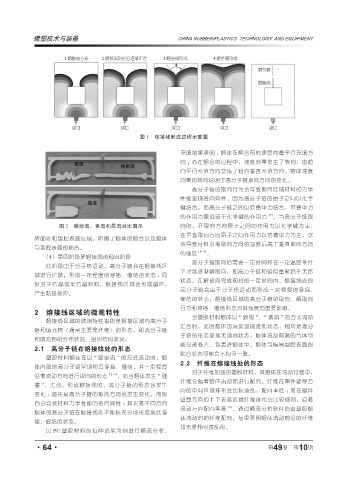
图 1 熔接线形成过程示意图
充填结果表明 :熔体在熔合前的速度向量平行充填方
向 ;而在熔合的过程中,速度向量发生了转向,由趋
向平行充填方向变成了趋向垂直充填方向。熔体速度
向量的转向说明了高分子链取向方向的变化。
高分子链的取向行为会导致取向区域材料的力学
性能呈现各向异性。因为高分子链的原子之间以化学
键结合,而高分子链之间以范德华力结合,范德华力
的作用力要远弱于化学键的作用力 [5] 。当高分子链取
图 2 喷射流、紊流和层流对比图示 向时,在取向方向原子之间的作用力以化学键为主,
在垂直取向方向原子之间作用力以范德华力为主,这
界面处和型腔表面区域,阻碍了熔体的熔合以及熔体
会导致材料沿着取向方向的强度远高于垂直取向方向
与型腔表面的贴合。
的强度 [4~5] 。
(4)第四阶段是熔接线的稳固阶段
高分子链取向后需要一定时间和在一定温度条件
此阶段由于分子热运动,高分子链会在熔接线区
下才能逐渐解取向,即高分子链和链段重新趋于无序
域进行扩散,形成一定程度的穿插、缠结的状态 ;同
状态。在解取向完成前后的一定时间内,熔接线处的
时对于结晶或半结晶材料,熔接线区域会形成晶区,
高分子链会由于分子热运动而形成一定程度的穿插、
产生黏接效应。
缠结的状态。熔接线区域的高分子链的取向、解取向
行为和穿插、缠结形态对其强度有重要影响。
2 熔接线区域的微观特性
当塑胶材料熔体以 “ 喷射 ”、“ 紊流 ” 的方式流动
熔接线区域的微观特性指的是熔接区域内高分子
汇合时,此时熔体的流动呈现凌乱状态,相应地高分
链和填充物(通常主要是纤维)的形态,即高分子链
子链的形态呈现无规则状态,熔体流动前端的气体可
和填充物的分布状况、组织结构状况。
能会被卷入、包裹进熔体中,熔体与模具型腔表面的
2.1 高分子链在熔接线处的形态
贴合状态可能会不均匀一致。
塑胶材料熔体在以 “ 喷泉流 ” 的方式流动时,熔
2.2 纤维在熔接线处的形态
体内部的高分子链呈现相互穿插、缠结,并一定程度
对于纤维加强的塑胶材料,其熔体在流动过程中,
[1~3]
沿着流动方向进行取向的形态 。而当熔体发生 “ 碰
纤维会随着熔体流动而进行配向。纤维在塑件壁厚方
撞 ”、汇合,形成熔接线时,高分子链的形态会发生
向的中间区域排布会比较凌乱,配向率低 ;而在塑件
变化 :首先是高分子链的取向方向会发生变化,而取
壁厚方向的上下表层区域纤维排布会比较规则,沿着
向会导致材料力学性能的各向异性 ;其次是不同方向
流动方向配向率高 [6] 。通过模流分析软件仿真塑胶熔
熔体的高分子链在熔接线处不能较充分地形成彼此穿
体流动时的纤维配向,结果表明熔体流动前沿的纤维
插、缠结的状态。
排布是相对凌乱的。
以 PC 塑胶材料的拉伸试条为例进行模流分析,
·64· 第 49 卷 第 10 期