
Page 66 - 《橡塑技术与装备》2022年7期
P. 66
橡塑技术与装备 CHINA RUBBER/PLASTICS TECHNOLOGY AND EQUIPMENT
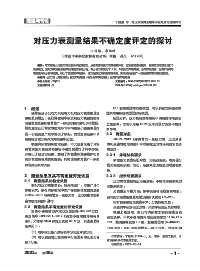
如图 1,胎胚输送机械手主要用于从输送线取胎 超负荷运转状态。
位抓取胎胚,经空中轨道输送,能够将胎胚送到当前 (2)行走轮及导向轮等采用铁芯聚氨酯包胶,因
生产线 15 台硫化机中任意一台硫化机存胎位上,由于 硫化车间温度高于室温,特别是夏季高温天气,摩擦
硫化机是双模硫化机,因此胎胚输送机械手采用双工 热量难以及时散去,24 h 不间断运行导致整个行走导
位设置,每次抓取两个胎坯提高了胎胚输送效率。胎 向轮易老化和磨损。
胚输送机械手含有 4 个自由度,分别是水平行走 X 轴、 (3)因机械手过重出现同步带故障频繁,导轮安
垂直升降 Y 轴、前后伸缩 Z 轴、扩张收缩 T 轴,其中 装板出现焊缝爆裂后变形,加剧轮子损坏及存在严重
轨道利用车间现有建筑立柱作为主要支撑,通过 X 轴 的安全隐患。
减速电机带走主动轮水平行走跨距移动,利用 Y 轴伺 (4)行走导向轮是 5 "的铁芯聚氨酯轮子,质量
服电机带动同步带实现上下升降,Z 轴伺服电机实现 上佳的包胶工艺的轮子在 2 m/s 的速度下承重约 500
从取胎位到存胎位的水平移动,T 轴负责扩张和收缩 kg,很难达到设计时承重 650 kg 的要求,涉及包胶工
完成胎胚的抓放动作。 艺稳定性及备件成本问题,也是故障频繁发生的一个
原因。
由于胎胚输送机械手从动轮频繁故障,带来了一
下不利影响 :
(1)更换导轮高空作业风险及夏季高温作业风险
增加。
(2)因机械手重量过大,导轮频繁损坏增加备件
费用(约 180 个 / 年),约 3 万元 / 年(含轴承等配件
费用);升降同步带及滑块等损坏增加备件费用约 4 万
元 / 年,共计 7 万元 / 年。
(3)机械手从动轮故障频繁(月均 9.23 h/ 台 /、 7.63
图 1 胎胚输送机械手示意图 次 / 台),待料约 2 399 条 / 月,影响生产销售,特别
是急需的确保规格生产难以保证。
胎胚输送机械手主要有行走装置、升降装置、伸
(4)升降机构一级和二级之间使用同步带,因重
缩装置、抓手装置等组成,主要采用钢构件,整机重
量过大,也出现频繁损坏,存在断裂掉落风险,已出
量高达 2 635 kg。
现至少 3 次同步带及压板固定失效,机械手坠落,已
胎胚输送机械手电气部分采用滑触线供电,安装
增加机械限位,但在大重量冲击下有脱焊风险,存在
于 X 轴导轨上,集电臂、光通讯和激光测距以及电控
严重安全隐患。
箱安装在机械手行走装置上,其中电控箱内置散热空
(5)因机械手升降装置重量过大,所有的机械手
调以保证在硫化的高温环境下整个电控系统运行的稳
上侧导轮安装板都出现焊缝爆裂,已进行补焊处理及
定性。电源通过滑触线进入集电臂后接入行走装置,
加固,但仍然时有发生,存在严重安全隐患。
电控系统以无线通讯方式与上位机交互控制整个胎胚
(6)各个减速电机及伺服电机在无效负载下运行,
输送机械手的运行。
能耗也一直居高不下,增加企业运行成本。
2.2 运行现状
(7)从动轮故障时掉落聚氨酯碎屑有掉落到胎胚
胎胚输送机械手自投入使用以来运行时间超过 4
表面风险,后工序 X 光检查出异物杂志造成返修,触
年时间,故障率一直居高不下,已严重制约产量的提
及质量红线。
升,经分析主要原因如下 :
鉴于以上,经评估后硫化机械手开展了轻量化试
(1)胎胚输送机械手框架原厂家设计时采用全碳
点改造。
钢制作,导致整机重量过大,高达 2 635 kg,其中仅
升降机机构达 998 kg,属于悬臂结构形式,运行中单
3 轻量化改造技术方案
侧受力较大,行走装置承载过大使得行走导向轮处于
3.1 轻量化改造方向
7
·16· 第 48 卷 第 期