
Page 62 - 《橡塑技术与装备》2023年7期
P. 62
橡塑技术与装备 CHINA RUBBER/PLASTICS TECHNOLOGY AND EQUIPMENT
h。按照表 1 的配比加入高速混合机中混好后,通过 要优于 PA12 细粉。
双螺杆挤出机主喂料口加入,挤出,冷却,造粒。螺
杆转速设为喂料速度为 100~150 r/min,螺杆转速为
250~300 r/min,从主喂料下料口到机头螺杆各区温度
设置范围为 200~245 ℃,挤出造粒 ;得到高强耐磨纤
维用聚酰胺复合材料,在 100 ℃下热风干燥 24 h,经
注塑机成型机注射成测试样条,性能测试 ;
表 1 高强耐磨纤维用聚酰胺复合材料的配方
试样 质量配方(质量分数)
序号 PA6 树脂 PA12 细粉 PA66 细粉 PA-g-MAH 抗氧化剂
0# 100 0 0 0 0
1-1 # 95 5 0 5 0.2
1-2 # 90 10 0 5 0.2
1-3 # 85 15 0 5 0.2
2-1 # 95 0 5 5 0.2 图 1 不同聚酰胺细粉的含量对复合材料拉伸强度的影响
2-2 # 90 0 10 5 0.2
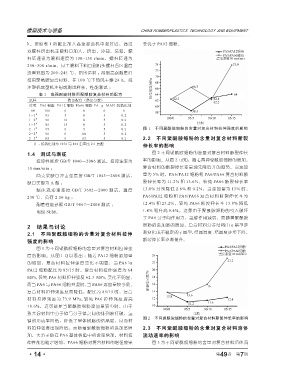
2-3 # 85 0 15 5 0.2 2.2 不同聚酰胺细粉的含量对复合材料断裂
注 :抗氧化剂为 1076 与 168 重量比 2:1 复配 伸长率的影响
1.4 测试与表征 图 2 不同聚酰胺细粉的含量对复合材料断裂伸长
拉伸性能按 GB/T 1040—2006 测试,拉伸速率为 率的影响。从图 2 可知,随着两种聚酰胺细粉的增加,
10 mm/min ; 复合材料的断裂伸长率呈现先降后升的趋势,当添加
简支梁缺口冲击强度按 GB/T 1043—2008 测试, 量为 5% 时,PA6/PA12 细粉和 PA6/PA66 复合材料断
缺口类型为 A 型; 裂伸长率为 11.2% 和 13.6%,较纯 PA66 断裂伸长率
熔体流动速率按 GB/T 3682—2000 测试,温度 13.8% 分别降低 2.6% 和 0.2%,当添加量为 15% 时,
230 ℃,负荷 2.16 kg ; PA6/PA12 细粉和 PA6/PA66 复合材料断裂伸长率为
耐磨性能参照 GB/T 9867—2008 测试 ; 12.4% 和 23.2%,较纯 PA66 断裂伸长率 13.8% 降低
电镜 SEM。 1.4% 和升高 9.4%。这是由于聚酰胺细粉的引入破坏
了 PA6 分子间作用力,氢键作用减弱,而随着聚酰胺
2 结果与讨论 细粉的添加量的增加,复合材料分子结构由 ɑ 晶型逐
2.1 不同聚酰胺细粉的含量对复合材料拉伸 渐变化成不稳定的 γ 晶型,结晶温度、结晶度逐步下降,
断裂伸长率逐渐提升。
强度的影响
图 1 为不同聚酰胺细粉的含量对复合材料拉伸强
度的影响。从图 1 可以看出 :随着 PA12 细粉添加量
的增加,复合材料拉伸强度变化不明显,当 PA6 与
PA12 细粉配比为 85/15 时,复合材料拉伸强度为 64
MPa, 较纯 PA6 材料拉伸强度 62.3 MPa, 变化不明显,
而当 PA6 与 PA66 细粉共混时,当 PA66 添加量较少是,
复合材料拉伸强度反而降低,配比为 85/15 时,复合
材料拉伸强度为 73.9 MPa, 较纯 PA6 拉伸强度提高
18.6%,这可能是当聚酰胺细粉添加量较少时,由于
致共混材料中分子链与分子链之间的排列被打破,氢
图 2 不同聚酰胺细粉的含量对复合材料断裂伸长率的影响
键的形成率降低,降低了基体树脂的结晶度,从而材
料拉伸强度出现降低,而随着聚酰胺细粉的添加量增 2.3 不同聚酰胺细粉的含量对复合材料溶体
加,大分子链在 PA6 基体树脂中的含量增加,材料拉 流动速率的影响
伸性能也随之增加,PA66 细粉对复合材料的增强效果 图 3 为不同聚酰胺细粉的含量对复合材料溶体流
7
·14· 第 49 卷 第 期