
Page 64 - 《橡塑技术与装备》2023年6期
P. 64
橡塑技术与装备 CHINA RUBBER/PLASTICS TECHNOLOGY AND EQUIPMENT
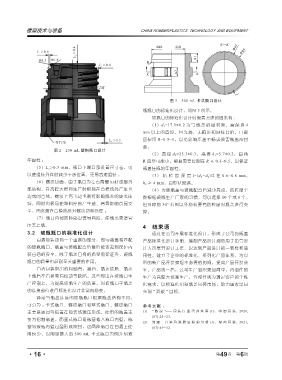
图 3 500 mL 卡式瓶口设计
瓶瓶口的标准化设计,如图 3 所示。
玻瓶口的标准化设计时需要考虑的因素有 :
(1)d 1 =17.1±0.2 为与瓶盖的密封面,需保持 4
mm 以上的直段,且光滑,无畸形和圆柱台阶,口部
应保留 R=0.5~1,以免影响压盖不畅或损害瓶盖密封
面。
图 2 250 mL 塑料瓶口设计
(2)直径 d 2 =25.5±0.3,高度 h 1 =5.7±0.2,圆角
牢固性 ; R 应尽可能小,根据需要控制在 R ≤ 0.3~0.5,以保证
(5)L 5 >0.3 mm,瓶口下端口部设置尺寸差,可 瓶盖挂瓶的牢固性。
以使组装外件时减少干涉位置,更易高速组装 ; (3)防转齿深度 l=(d 4 -d 3 )/2 在 0.6~0.8 mm,
(6)螺纹切面,由于瓶口为左右两瓣 half 成型外 h 2 ≥ 4 mm,且形状饱满。
部结构,在高腔大模具生产时极易在合模线处产生毛 (4)为使瓶盖与玻瓶配合后减少晃动,防转筋个
边或闭合线。螺纹上有飞边毛刺将影响瓶盖的旋盖体 数根据玻瓶生产厂家的习惯,可以选择 10 个或 8 个,
验,同时也极易使塑料摩擦产生渣、屑等影响食品安 但对称的 30° 范围以外必须要有防转筋对瓶盖进行支
全,因此需在合模线处对螺纹切面处理 ; 撑。
(7)瓶口内部防转筋设置导向段,使瓶盖更适宜
压盖上瓶。 4 结束语
3.2 玻瓶瓶口的标准化设计 通过在公司开展标准化设计,形成了公司的瓶盖
白酒包装还有一个重要的部分,即与瓶盖相匹配 产品标准化设计手册,编制产品设计规范用于指导设
的玻瓶瓶口。瓶盖与玻瓶配合后最后能否起到保护内 计人员展开设计工作,以达到产品设计的一致性和通
装白酒的安全,除了瓶盖自身的质量需保证外,玻瓶 用性。建立了企业的标准化、系列化产品体系,为以
瓶口的质量也起到至关重要的作用。 后的新产品开发缩短不必要的时间,提高产品开发效
白酒包装常出的问题有,漏酒、瓶盖拔脱、瓶盖 率。产品统一后,公司生产组织更加简单,内组件的
上瓶后左右摇晃有松动等缺陷,这些都出在玻瓶口生 生产为高腔大批量生产,外部件则为满足客户的个性
产控制上,为提高玻瓶生产的质量,对玻瓶口于瓶盖 化需求,以标准化引领瓶盖包装市场,助力国家早日
的连接部位进行标准化设计非常有必要。 实现 “ 双碳 ” 目标。
通常与瓶盖连接的玻瓶瓶口根据瓶盖结构不同,
可分为 :卡式瓶口、螺纹瓶口和塞式瓶口。螺纹瓶口 参考文献 :
主要是通过与铝盖在包装线辊压形成,使用的瓶盖主 [1] “ 数说 ”—— 包装行业咨询共享 [J],中国包装,2020,
(07):22-23.
要为铝制瓶盖,而塞式瓶口是瓶塞插入瓶口内壁,瓶
[2] 刘霖 . 白酒包装质量检验分析 [J],绿色包装,2021,
塞与玻瓶内壁过盈形成密封,这两种瓶口在白酒上使 (07):49-52.
用较少,以用量最大的 500 mL 卡式瓶口为例介绍玻
6
·16· 第 49 卷 第 期