
Page 112 - 《橡塑技术与装备》2023年6期
P. 112
橡塑技术与装备 CHINA RUBBER/PLASTICS TECHNOLOGY AND EQUIPMENT
组达到低位限位点后,降低牵引电机转速,可以使得 排丝左移和排丝右移点动按钮控制排丝电机进行
下滑轮平缓的下降,避免撞到牵引底座。 正反转点动,通过连接的丝杆带动排丝装置以点动速
牵引速度是否跟随缠绕盘按钮,当选择是牵引电 度进行左右移动,按钮在调整排丝装置以及设置配方
机的转速由缠绕盘的转速来控制,当选择否牵引电机 里排丝装置的零位时使用,在排丝装置里设置了左右
的转速由编码器反馈的下滑轮组位置值来控制。 的软硬极限位置,排丝装置到了软极限位置伺服会出
牵引速度跟随缠绕盘系数在牵引是否跟随缠绕盘 现报警提示,伺服停止运作,到硬限位时,设备跳转
中选择是时生效,设置牵引电机的运转速度跟随缠绕 到急停生产线停止,通过点动调整好排丝位置后进行
盘的转速的系数值,当牵引跟不上缠绕盘转速,下滑 保存,保存好的位置即为排丝装置零位。
轮组偏高时,适当的增到涨紧跟随系数,反之适当的 缠绕盘张开和缠绕盘合并点动按钮控制撑盘伺服
减少涨紧跟随系数。 电机进行正反转点动,通过连接的丝杆带动撑盘滑块
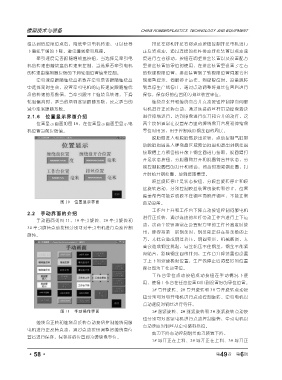
2.1.6 位置显示界面介绍 进行伸缩运行,达到撑盘进行张开和合并的动作,这
位置显示画面如图 10,在位置显示画面里显示电 两个按钮通常在设置配方里的缠绕盘开合度和伸缩盘
机位置当前反馈值。 零位时用到,用于控制成形钢丝圈的周长。
脱胎臂进入和脱胎臂退出按钮,点动控制气缸带
动脱胎抱圈进入缠绕盘区域预备抱圈和退出到钢丝圈
接取槽上方预备松开放下钢丝圈进行接取。脱圈臂打
开是状态按钮,分脱圈臂打开和脱圈臂合并状态,分
别控制脱圈臂的打开和闭合,闭合时抱紧钢丝圈,打
开时松开钢丝圈,放到接取槽里。
咬丝旋转停止是状态按钮,分咬丝旋转停止和咬
丝旋转启动,分别控制咬丝装置的旋转和停止,位置
偏差都有可能造成咬不住钢丝而脱开钢丝,不能正常
图 10 位置显示界面 启动设备。
工作台上升和工作台下降点动按钮控制伺服电机
2.2 手动界面的介绍
进行正反转,通过连接的丝杆带动工作台进行上下运
手动画面如图 11,1# 牵引旋转、2# 牵引旋转和
动,这两个按钮通常在设置配方里的工作台高度时使
3# 牵引旋转点动按钮分别可对牵引电机进行点动控制
用,使得排第一层钢丝时,钢丝能正好在排丝槽的上
旋转。
方,太低会造成钢丝挤压,钢圈变形,机械磨损,太
高会造成钢丝挑起,导丝轮压不住钢丝,钢丝不能紧
密贴合,影响钢丝圈的排列,工作台升降装置也设置
了上下的软硬极限位置,生产线停止后调整好的位置
保存即为工作台零位。
工作台零位点动按钮点动按钮在手动情况下使
用,使得工作台在任意位置回归到设置好的零位位置。
1# 导开旋转、2# 导开旋转和 3# 导开旋转点动按
钮分别可对导开电机进行点动控制旋转,牵引电机以
点动速度对钢丝进行导开。
图 11 手动操作界面 1# 涨紧旋转、2# 涨紧旋转和 3# 涨紧旋转点动按
钮分别可对涨紧电机进行点动控制旋转,牵引电机以
缠绕盘正转和缠绕盘反转点动按钮控制缠绕伺服
点动速度对钢丝从牵引储料处拉。
电机进行正反转点动,通过点动按钮调整好缠绕盘位
剪刀下降点动控制钢丝剪刀装置下降。
置后进行保存,保存好的位置即为缠绕盘零位。
1# 导开正在上料、2# 导开正在上料、3# 导开正
6
·58· 第 49 卷 第 期