
Page 128 - 《橡塑技术与装备》2023年12期
P. 128
橡塑技术与装备 CHINA RUBBER/PLASTICS TECHNOLOGY AND EQUIPMENT
使用性能来确定注射成型的方法及条件。对于表面相 足塑件成型使用需求。
对比较光滑的制品应长时间预热以保证充分干燥 ( 推
荐条件 :干燥温度 70~85 ℃,干燥时间 2~6 h,使其 3 注射模具设计及校核
湿度低于 0.1% ) ;材料具有中等的流动性,溢边料通 3.1 浇注系统设计
常在 0.04 mm 左右 ;在进行模具设计时应注重浇注系 3.1.1 主流道设计
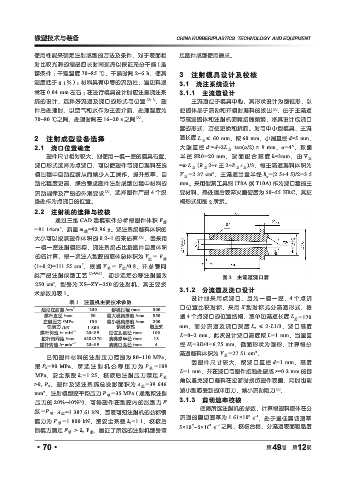
统的设计,选择好流道及浇口的形式与位置 [2, 6] 。塑 主流道位于模具中心,其形状设计为圆锥形,以
件后处理时,以空气和水作为主要介质,处理温度为 便熔体易于流动和开模时凝料的拔出 [8] 。由于主流道
70~80 ℃之间,处理时间在 16~20 s 之间 [7] 。 与高温熔体和注射机喷嘴接触频繁,将其设计成浇口
套的形式,方便更换和拆卸。对与中小型模具,主流
2 注射成型设备选择 道长度 L 主 ≤ 60 mm,取 60 mm,小端直径 d=5 mm,
2.1 浇口位置确定 大端直径 d’=d+2L 主 ·tan(α/2) ≈ 9 mm,α=4°,球面
塑件尺寸相对较大,拟使用一模一腔的模具布置, 半径 SR0=20 mm,球面配合高度 h=3mm。由 V 主
浇口形式选择为点浇口,可以使塑件与浇口凝料在脱 =π·L 主 (R 主 2+r 主 2+R 主 r 主 )/3,得主流道凝料体积为
3
模过程中自动拉断从而减少人工操作,提升效率,自 V 主 =2.37 cm ,主流道当量半径 R n =(2.5+4.5)/2=3.5
动化程度更高。综合考虑塑件注射成型过程中材料的 mm。采用碳素工具钢 (T8A 或 T10A) 作为浇口套的主
流动规律及产品的外观要求 [2] ,选择塑件产品 4 个胶 要材料,热处理后表淬火面硬度为 50~55 HRC,其结
垫处作为点浇口的位置。 构形式如图 2 所示。
2.2 注射机的选择与校核
通过三维 CAD 建模软件分析得塑件体积 V 塑
3
=91.14cm ,质量 m 塑 =92.96 g。浇注系统凝料体积的
大小可以按照塑件体积的 0.2~1 倍来估算 [2] ,因采用
一模一腔注射模结构,浇注系统占比按塑件自身体积
的倍计算,得一次注入型腔的熔体总体积为 V 总 = V 塑
3
(1+0.2)=111.55 cm 。根据 V 公 = V 总 /0.8,并参考同
类产品注射成型工艺 [3,4,6,7] ,初步选定公称注射量为
图 2 主流道浇口套
3
250 cm ,型号为 XS-ZY-250 的注射机,其主要技
3.1.2 分流道及浇口设计
术参数见表 1。
设计拟采用点浇口,且为一模一腔,4 个点浇
表 1 注塑机主要技术参数
理论注射量 /cm 3 250 移模行程 /mm 300 口位置比较对称,采用 X 型对称式分流道形式。根
螺杆直径 /mm 50 最大模具厚度 /mm 350 据 4 个点浇口的位置结构,取单边流道长度 L 分 =170
注射压力 /MPa 130 最小模具厚度 /mm 200
锁模力 /kN 1 800 锁模形式 增压式 mm,而分流道及浇口深度 L 2 ≤ 2·L1/3,浇口高度
螺杆转速 /r·min -1 25~89 定位孔直径 /mm 100 L=0~2 mm,此次设计浇口高度取 L=1 mm,当量直
拉杆内间距 /mm 448×370 喷嘴球半径 /mm 18
螺杆转速 /r·min -1 25~89 喷嘴口孔径 /mm 4 径 H 1 =3D/4=6.75 mm,截面形状为圆形,计算得分
3
流道凝料体积为 V 分 =27.51 cm 。
已知塑件材料的注射压力范围为 80~110 MPa,
因塑件尺寸较大,取 浇口直径 d=1 mm,高度
取 P 0 =90 MPa,所选注射机公称压力为 P 公 =109
L=1 mm,并在浇口与塑件接触处做成 r=0.2 mm 的倒
MPa,安全系数 k 1 =1.25,校核后注射压力满足 P 公
>k 1 ·P 0 。塑件及浇注系统总投影面积为 A 总 =39 646 角以避免浇口凝料在拉断时损伤塑件表面,同时也能
减小型芯受到的冲击力,减小流动阻力 [9] 。
2
mm ,注射模型腔平均压力 P 模 =35 MPa ( 通常取注射
[2]
压力的 20%~40% ),可得塑件在型腔内的胀型力 F 3.1.3 剪切速率校核
依据所选注射机的参数,计算得塑料熔体在分
胀=P 模 ·A 总 =1 387.61 kN,查表可知注射机的公称锁
3
-1
流道的剪切速率为 1.61×10 s ,处于最佳剪切速率
模力为 F 锁 =1 800 kN,取安全系数 k 2 =1.1,校核后
5×10 ~5×10 s -1 之间,校核合格。分流道表面粗糙度
2
3
锁模力满足 F 锁 > k 2 ·F 胀 ,验证了所选的注射机型号满
·70· 第 49 卷 第 12 期