
Page 87 - 《橡塑技术与装备》2022年7期
P. 87
测试与分析 徐国亮 等·硫化体系和工艺对丁腈手套性能的影响
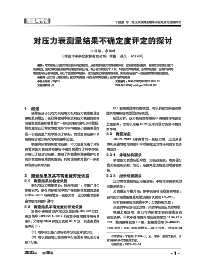
1.4 羧基丁腈胶乳的合成 磺和促进剂比值较小,硫化胶膜的交联密度较小,橡
按照配方要求,在 15 L 聚合釜中,首先抽真空, 胶大分子之间的交联网络作用变弱,造成前期拉伸强
并用氮气置换三次,加入去离子水、乳化剂、丙烯腈、 度较低而断裂伸长率较高,随着硫磺用量的增加,胶
甲基丙烯酸和硫醇,再用氮气置换并抽真空,加入丁 膜的交联点增多,交联密度增加,导致形成更多的交
二烯,开始搅拌乳化,并逐渐升温到设定温度,加入 联结构,限制了橡胶分子链的运动,交联达到一定程
引发剂,开始反应。按照程序做好温度控制,在反应 度后将不再增加 [6~9] ,因此,丁腈手套的拉伸强度会
过程中,按照 2 h 取样测试固含量,监测聚合反应进 出现前期快速增加后会逐渐达到平衡,断裂伸长率由
程,待反应达到设定转化率时,停止反应,放出物料, 于交联结构的增加会逐渐降低。
用氢氧化钠溶液或氨水调节 pH 至 8.0~9.0,开始脱出
胶乳中残留单体,加入防老剂等助剂调配至固含量为
44% 后待用。
1.5 胶乳的配合
首先将硫磺、氧化锌和促进剂通过球磨机进一步
研磨,再按照表 1.2 中的硫化配方体系,将研磨后的
硫化助剂加入到胶乳中,并按照要求调节配合胶乳的
pH 和固含量,进行搅拌,一般控制在 18~24 h。
1.6 丁腈手套制备
将硫化后的胶乳,通过 200 目过滤后待用。将手
模清洗烘干后,浸入预先配制好的凝固剂溶液,时间
图 1 硫磺用量对丁腈手套拉伸强度和断裂伸长率的影响
20 s,取出后放入烘箱(70 ℃,10 min),然后将手
2.2 氧化锌用量对手套拉伸强度和断裂伸长
模浸入配制好的配合料中,时间 20 s,取出自然流平
率的影响
后放入烘箱(70 ℃,10 min),取出手模将成膜后的
按照配方要求,保持其他硫化助剂用量不变的情
手套卷边、沥滤和烘干,最后放入高温烘箱进行硫化
况下,通过氧化锌用量的改变,配合成不同体系的硫
处理,取出后得到最终的手套待测试用。
化胶乳,按照要求制作成丁腈手套。从图 2 中可以看
1.7 性能测试
出,随着氧化锌用量的增加,丁腈手套的拉伸强度会
拉伸强度和断裂伸长率按照 GB/T 528—2009《硫
逐渐增大,也会呈现出先快后满的变化。这主要是由
化橡胶或热塑性橡胶拉伸应力应变性能的测定》。
于氧化锌可以作为促进剂的活化剂,提升促进剂活性,
减少促进剂用量,缩短硫化时间,随着用量的增加直
2 结果与讨论
接会加快丁腈手套的硫化交联并形成更多的交联结构,
2.1 硫磺用量对手套拉伸强度和断裂伸长率
因此其拉伸强度会逐渐增加,同时随着交联点的增多
的影响
而导致断裂伸长率的下降。在胶乳配合过程中,氧化
在羧基丁腈胶乳硫化配合过程中,保持其他硫化
锌用量的增加,需要注意对胶乳稳定性的影响,可以
助剂用量不变,通过硫磺用量的改变,配合成不同体
通过降低氧化锌的粒径或增加一些稳定剂来提高胶乳
系的硫化胶乳,按照要求制作成丁腈手套,并制作成
的稳定性。
样条进行力学性能测试。从图 1 中可以看出,前期随
2.3 促进剂用量和结构对手套拉伸强度和断
着硫磺用量的增加,丁腈手套的拉伸强度有较快的提
裂伸长率的影响
升,达到一定程度后,拉伸强度变化较小 ;断裂伸长
从图 3 中可以看出,随着促进剂用量的增加,丁
率随着硫磺用量的增加而呈现逐渐降低的趋势。这主
腈手套的拉伸强度会逐渐增大,同时断裂伸长率也会
要是由于在上述硫化体系中,丁二烯双键交联可以为
随之逐渐降低。这主要是由于促进剂的加入加速了硫
手套提供良好的弹性和柔软性,同时,羧基丁腈胶乳
化交联速度,使得丁腈手套交联程度更大 [10] ,因此其
结构中含有羧基,羧基可以与氧化锌形成交联,可以
拉伸强度会逐渐增大,断裂伸长率会逐渐降低。同时,
为手套提供良好的拉伸强度和耐溶剂性,在前期,硫
年
2022 第 48 卷 ·37·