
Page 78 - 《橡塑技术与装备》2022年12期
P. 78
橡塑技术与装备 CHINA RUBBER/PLASTICS TECHNOLOGY AND EQUIPMENT
其变大而减小。而气包覆共挤过程中,整体、芯层及
壳层三者的胀大率均保持为零。因此通过实验可以证
明,气辅挤出技术能有效改善聚合物生产中的胀大问
题。
为了研究了共挤口模中的流场和界面形状以及异
型材共挤出胀大现象,邓小珍 [5] 等人以部分圆形和矩
形截面组成的异型材为研究对象,采用有限元方法对
两种聚合物熔体分别进行了三维非等温黏弹数值模拟
分析,实验结果表明,传统多层共挤时芯壳层熔体界
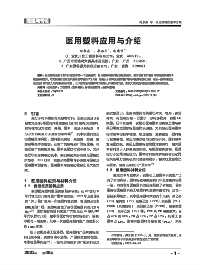
图 1 气体辅助挤出成型机理示意图 面在口模入口和出口 10 mm 内不稳定之后趋于稳定,
但芯层熔体在流道内存在明显收缩现象而在流道外则
模膨胀大、制品表面质量低等缺点。辅助挤出技术的
存在明显膨胀现象 ;气辅多层共挤时界面变化只发生
应用能显著改善传统挤出中的缺陷 , 其中气辅共挤技
在口模入口附近,10 mm 之后基本保持一致,流道外
术由于采用完全滑移非黏着剪切的方式 , 相对于传统
界面变化不明显。
的挤出技术具有明显的优势 , 能有效解决挤出制品的
离模膨胀、内应力及翘曲变形 , 还能降低能耗等。综
3 不同因素对气辅共挤技术的影响
上可知 , 将气辅挤出技术应用于聚合物的共挤出 , 必将
气辅挤出工艺是一项复杂而繁琐的工艺,诸多因
有助于解决传统共挤出中的问题 , 还能提高制品的表
素都能够影响最后挤出物的状态,包括气压、壁管厚
面质量和生产率。
度、界面位置等等,许多研究人员对不同因素对气辅
共挤技术带来的影响进行了研究。
2 气辅挤出技术对共挤成型的影响
在聚合物挤出成型过程中,由于熔体的高黏弹性
塑料的优异性能使得其在建筑、家具、交通运输、
以及在加工流场中压力、剪切速率和应力的作用,使
电器、航空、机械等等各大领域皆有广泛应用,但由
得挤出熔体容易引发挤出膨胀、熔体破裂和扭曲变形
于传统共挤存在挤出胀大、界面不稳定及熔体破裂、
等问题。研究表明,上述存在的挤出问题,除了与加
“ 鲨鱼皮 ” 等现象,这些问题一直制约其发展。挤出
工工艺和熔体物性参数有关之外,还与熔体与口模壁
物胀大现象即当高聚物熔体从小孔、毛细管或狭缝中
面的黏滑程度有直接关系。气辅挤出技术是借助一定
挤出时,挤出物在挤出模口后出现膨胀从而使得其横
气流的作用,在熔体与金属口模内壁之间形成稳定的
截面大于模口横截面的现象。
气体层,可以在熔体与口模壁面之间形成滑移的挤出
气辅挤出技术作为一种新型挤出成型方法,是指
条件,使得熔体呈柱塞状挤出而避免产生挤出品质问
在金属口模内壁和高分子熔体的界面之间注入低速流
题。
动的气体,使熔体与模壁之间产生壁面滑移。该技术
大量研究表明,气辅挤出技术能很好的克服挤出
可以有效的改善传统共挤过程中出现的挤出胀大现象,
还能有效缓解黏性包围现象。柳和生 [4] 等研究不同体 胀大、熔体破裂和扭曲变形等问题。但是,2005 年
Arda [6] 等研究表明在气辅挤出中有鲨鱼皮症状,其原
积流率对气辅包覆共挤胀大的影响。从流变学来讲,
因是在注气点存在应力集中。最近实验研究也表明,
松弛时间是表征聚合物弹性程度的一个重要性能参数,
气体压力等工艺参数会对熔体挤出的挤出物产生较大
松弛时间越长,聚合物的弹性也越强。在挤出成型中,
的影响。因此,任重 [7] 等人首先研究不同气体压力下
聚合物弹性的强弱是导致离模膨胀的主要原因。
对熔体挤出成型的影响 ;然后,为了更深入地研究和
实验结果表明,在传统的共挤过程中,当芯层熔
探明气体压力对熔体流动和最终成型所造成的影响及
体松弛时间固定时,壳层、芯层及整体挤出胀大率会
其中的机理,从气辅挤出实际出发,建立气体 / 熔体
随着壳层熔体松弛时间的变大而增大 ;而当壳层熔体
两相流几何模型,并结合实验设置合理的参数和边界
松弛时间固定时,整体胀大率随芯层熔体松弛时间的
条件,利用有限元分析方法对气辅挤出进行非等温黏
变大略微增大,芯层胀大率随其变大而增大,壳层随
弹数值模拟,得到不同气体压力下熔体的形貌及流场
·28· 第 48 卷 第 12 期