
Page 118 - 《橡塑技术与装备》2022年12期
P. 118
橡塑技术与装备 CHINA RUBBER/PLASTICS TECHNOLOGY AND EQUIPMENT
设备调 熟练使 械故障多为动作不正确,如机械行程不能达到设定位
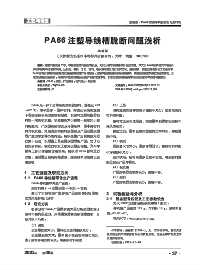
轮胎厂建 试完毕 工人初接 用 操作工人逐渐
熟练掌握设备
触设备阶
立 置。机械部件多由液压或气动的气缸、皮带和齿轮驱
段 阶段
动,由各种传感器和 PLC 控制。例如硫化机就碰到过
两年后
机械臂不到位,抓取装置开合不到位的故障。调整气
升级改造 长期磨
轮胎厂消 与替换 设备维保 损 缸上磁性开关的位置,可调整机械的行程位置。部分
亡 高危阶段 设备磨损阶段
气缸的行程有多种位置,虽然控制灵活复杂,但容易
图 2 维保阶段划分示意图
出现位置不精确的故障。需要配合以各种机械卡位顶
(1)工人初接触设备阶段。 死。
此阶段设备刚调试结束,设备操作工人初次接触 (3)设备磨损阶段。
设备。虽然经过培训,面对全新的陌生设备,操作工 此阶段时间最长,多以机械故障为主。随着设备
人不熟悉操流程,各种软件和触摸屏使用不熟练,不 的不断运转,机械部件磨损,开始出现各种元器件的
知道部分操作按钮和旋钮的功能。在实际工作过程中, 损坏,且设备精度下降。一般设备经过两年就开始进
多发生工人操作按钮(旋钮)错误产生设备不工作的 入故障频发期,不时有设备的元器件损坏。此时的元
故障。本人经历的一个轮胎厂,在投产后的一段时间 器件损坏,逐渐由小部件变成大部件甚至贵重部件。
内,上辅机控制系统的碳黑、粉料和油料无法称量的 例如压延机压辊因胶料中混入金属而未检测出,造成
故障轮流交替出现。经连线 PLC 查看程序,与厂家进 压辊表面产生压痕。密炼机转子磨损也是不可避免的
行沟通交流,发现是主控柜上的一个手动 / 自动旋钮 故障,转子突棱磨损使密炼效果下降。有次转子突棱
选择为手动模式,所以不能自动称量,设备不工作。 断裂掉落,但为了不影响生产,设备并未停止运行。
安全拉绳开关导致的问题亦是频繁碰到。设备保护措 直到过年工人放假的空闲时间进行更换。时间紧任务
施众多,操作工人初期因不注意而误碰。拉绳动作标 重,提前做好预案计划并报备审批。转子备件,施工
识不明显,不易察觉已经动作。有的设备的安全拉绳 工具,吊装工具,施工人员提前就位。在 3~5 天内更
开关有多条,故障信息未提示何处安全拉绳开关动作。 换完毕并测试成功。传送皮带类的故障亦是常见问题,
而像开炼机甚至没有故障提示。每一次解决设备不工 皮带跑偏是日常维护重点,皮带损坏断裂也偶尔发生。
作故障,首先都要检查一遍所有安全拉绳开关,其次 如成型机输送皮带的运动精度问题是较难解决的,国
对急停开关等各种安全装置进行复位,故障基本能够 产设备的皮带精度调试频繁却简单,国外设备皮带较
恢复。 少调整却调整困难。
(2)操作工人逐渐熟练掌握设备阶段。 (4)设备维保高危阶段。经长时间运转,设备老
工人长时间使用橡胶设备,逐渐熟练掌握了设备 化磨损,进入高危期。设备的有形磨损使得设备的价
工作流程,熟知了各按钮、旋钮的作用。此阶段,误 值降低,维保的费用甚至可能高于其现有价值,维修
操作等简单设备故障会逐渐消失,设备多发为各种电 得不偿失。有些设备的生产精度已经严重下降,维修
气故障,如传感器信号故障,继电器跳闸,按钮或旋 调整后也不能满足产品质量要求。此时维保工作起到
钮失效。设备前期调试遗留的问题逐渐爆发。如光电 的效果已不理想。聘请设备厂家对设备进行升级改造
传感器紧固不到位,位置不合适易被遮挡。各种线路 或是更换性能更优秀的设备,可提高设备生产效率。
接触不良所引起的形形色色的奇怪故障。例如本人曾
碰到密炼机上顶栓,有升栓动作信号却没有相应升栓 3 各阶段的经验总结
动作。经查找是控制上顶栓上升动作的液压先导电磁 (1)不同时期设备故障特点不同,维保的工作重
阀的无信号,电磁阀电源信号接头松动。解决过程中 点不同,处理的方式不同。
我们多次拔插电磁阀的电气接头,故障却并未消失。 在第一阶段,维保人员应与工人一起参与设备的
与厂家多次讨论查找故障,用万用表测量各种线路通 操作培训。
断,测试液压先导电磁阀动作线圈是否正常,排除各 做到懂结构,懂用途,会操作。维修人员必须也
种故障可能后,最终还是判断为电磁阀电气接触不良。 是一名合格的操作工。这样才能像熟悉自己的手一样,
又经多次拔插甚至矫正接头插片后,故障终消除。机 熟悉设备的各个方面。同时参与设备验收,向设备厂
·62· 第 48 卷 第 12 期